
|
| |
|
Главная
>
Производственный и технологический процесс из нескольких секторов. Основные элементы корпуса (рис. 7.9): обшивка 7, полка 4, верхние и нижние опорные пояса /, стыковочные плиты 2, 3, фундаментные плиты 6, клинья 5. Полки секторов также собирают из нескольких частей. Вид на стык 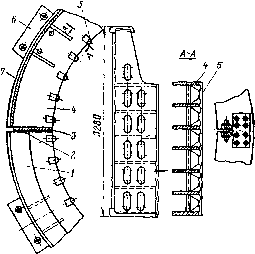 Рис. 7.9. Элементы корпуса статора гидрогенератора. Секторы корпусов собирают большей частью в универсальных приспособлениях. Приспособление (рис. 7.10) состоит из трех 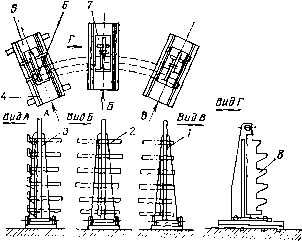 Рис. 7.10. Универсальные приспособления для сборки секторов корпуса статора гидрогенератора. сварных стоек 1-3, смонтированных на подвижных тележках 7. К стойкам прикреплены (болтами) сменные плиты - шаблоны 6 и 8 с упорами, фиксирующими положение каждой полки свариваемого сектора. Тележки имеют ролики, с помощью которых стойки перемещаются по рельсам 4 в радиальном направлении. Рельсы прикреплены к плитам 5. Стойки зафиксированы в любом из радиальных положений, что обеспечивает возможность сварки на них секторов с диапазоном внутренних диаметров до 5 м. Настройку приспособления на каждый тип корпуса гидрогенератора осуществляют следующим образом. К стойкам болтами крепят плиты-шаблоны, выверяют перпендикулярность их плите 5 и высоту. По нанесенным на плите 5 контрольным линиям и установленной полке-эталону находят положение каждой стойки. После этого крепят тележки 7 к плитам 5 планками. Плиты 5 со стойками устанавливают на стендовые плиты. После настройки приспособления опорный пояс / сектора (см, рис. 7.9) устанавливают на кронштейны приспособления и закрепляют распорными домкратами. По шаблонам на опорный пояс накладывают и прихватывают ребра и угольники. Угольники и ребра проверяют по высоте и при необходимости подрезают. На угольники и ребра кладут первую из средних полок 4 и после ее прихватки к ним устанавливают ребра и угольники для следующей полки. Закрепив все средние полки таким же образом, устанавливают и прихватывают листы обшивки 7 и верхний пояс /. После этого размечают и обрезают концы полок, устанавливают и прихватывают попарно соединенные болтами стыковочные плиты 2 и <?. В таком положении сектор сваривают. После сварки всех швов в нижнем положении сектор вынимают из приспособления и кантуют для сварки с другой стороны. Так как скрепленная болтами пара стыковочных плит приварена к одному из торцов сектора, то для подгонки и приварки одной из плит к торцу следующего (смежного) сектора все сектора собирают в кольцо по разметке на плите. Технология сборки и сварки остова ротора зависит от его конструкции. Различают три типа конструкций остова ротора: барабанные, дисковые и спицевые. При диаметре остова до 4,5 м применяют неразъемные барабанные и дисковые, а свыше 4,5 м - разъемные барабанные и спицевые. Барабанный остов ротора (рис. 7.11) состоит из литой втулки 4, дисков 2, радиальных ребер 3, косынок 5 и клиновых полос /. Детали остова поступают на сборку после механической обработки. Остов собирают по разметке. На диске размечают положения ребер и пазы под клиновые полосы. При сборке остова нижний диск устанавливают на подкладки. Сборку производят в такой последовательности: в отверстие нижнего (правого) диска 2 устанавливают и прихватывают втулку 4, затем по разметке устанавливают ребра <?, подгоняя их от- zaes  Рис. 7.11. Эскиз барабанного ротора гидрогенератора. остова носительно втулки с зазором не более 2 мм. На ребра и вторую заточку втулки помещают верхний (левый) диск 2 и, совмещая пазы верхнего и нижнего дисков с помощью отвеса, прихватывают их. Затем устанавливают и прихватывают клиновые полосы / и косынки. 5. Собранный узел сваривают на полуавтомате в углекислом газе (начинают с приварки в вертикальном положении ребер к втулке). Ребра к диску приваривают с диаметрально противоположных сторон, а клиновые полосы к ребрам и дискам - через одну полосу. После кантовки узла на 180° сваривают его с другой стороны в той же последовательности. Спицевой остов ротора выполняют разъемным. Он состоит из радиальных спиц, сопрягаемых с центральной частью остова стыковочными плитами. Сборка остова ротора состоит из предварительной сборки деталей и узлов и узловой сборки. Крестовины гидрогенераторов (верхние и нижние) служат для поддержки направляющих подшипников и подпятников. В зависимости от диаметра статора и давления на подпятник крестовины бывают двух исполнений: мостовые с двумя и четырьмя балками двутаврового сечения и лучевые, состоящие из центральной части н сопрягаемых с ней радиальных лап. Мостовые крестовины применяют в основном в генераторах малой и средней мощности, крестовины мощных гидрогенераторов выполняют лучевыми (рис. 7.12). Перед сборкой крестовины предварительно собирают и соединяют электрошлаковой сваркой нижний и верхний диски 5 и 9. Сборку центральной части начинают с установки на подкладки нижнего диска. На размеченный диск устанавливают цилиндр 7, ребра 6, полуцилиндры 8. Затем размечают места сопряжений диска со стыковочными брусьями 4 и вырезают уступы под брусья. После прихватки перечисленных деталей укладывают верхний диск 9, затем размечают и устанавливают спаренные брусья 4 и ребра 3 и 10. Собранные детали сваривают полуавтоматической и ручной  Рис. 7.12. Эскиз крестовины лучевого типа гидрогенерая-ора. сваркой в нижнем и вертикальном положениях, после чего узел кантуют на 180° и производят дальнейшую сварку. Сваренный узел подвергают отжигу и механической обработке. Сборку лапы верхней крестовины начинают с предварительной сборки стенки / и полки 2. Состыкованные стенки и полки соединяют полуавтоматической сваркой в углекислом газе и при необходимости правят. Лапу собирают по разметке. На закрепленную к плите струбцинами полку 2 устанавливают стенку /, ребра 6, упоры, фланцы и после подготовки и проверки по высоте - верхнюю полку. Лапу сваривают в углекислом газе. Сборка и сварка лапы с центральной частью производятся аналогично сборке центральной части крестовины со спицами [10]. б] Сборка и сверка узлов турбогенератора Корпус статора турбогенератора - крупногабаритный сварной узел, который должен быть прочным и газоплотным. В зависимости от способа крепления сердечника статора и метода охлаждения обмоток корпуса имеют несколько исполнений. Согласно требованиям же- S700 Рис. 7.13. Эскиз корпуса статора турбогенер атор а. лезнодорожных перевозок некоторые крупные статоры выполняют разъемными из трех частей (средней и концевых): в средней части помещают сердечник статора, в концевых- газоохладители. Основными элементами корпуса (рис. 7.13) являются наружная обшивка 2, внутренние (поперечные) стенки 3, торцевые стенки /, лапы 4 и продольные ребра (клинья), крепящие листы сердечника [9]. В зависимости от положения корпуса возможны два способа сборки: горизонтальный и вертикальный. Наибольшее распространение имеет сборка корпуса в вертикальном положении. Ее вы-полняют после предварительной сборки и сварки торцевых и внутренних стенок, состоящих из отдельных элементов - сегментов. Торцевые стенки, изготовляемые из толстолистового проката, соединяют электрошлаковой сваркой. Перед сборкой торцевая стенка проходит механическую обработку по всем поверхностям. Внутренние стенки изготавливают из четырех сегментов и собирают по копиру на плите. Перед сборкой первой стенки на плиту наносят ее контур и две взаимно перпендикулярные осевые линии. По нанесенным линиям собирают и прихватывают первую стенку, а на ней собирают последующие. Таким образом, все внутрен- 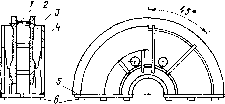 Рис. 7.14. Эскиз наружного щита статора турбогенератора. ние стенки укладывают друг на друга, образуя пакет. После сварки стыков внутренние стенки снова укладывают в приспособление и скрепляют планками. Механическая обработка стенок по внутреннему и наружному диаметрам выполняется в пакете. Корпус статора собирают в вертикальном положении на плите с применением специальных угольников, обеспечивающих перпендикулярность корпуса по отношению к плите. После установки и выверки по отвесу угольники прикрепляют к плите. К угольникам крепят лапы корпуса, затем устанавливают торцевую стенку, выверяют относительно базовых линий на плите и прихватывают к лапам. На выставленную торцевую стенку помещают и прихватывают распорки, на которые укладывают внутреннюю стенку. После совмещения базовых линий на плите и стенке внутреннюю стенку прихватывают к лапам. После сборки всех стенок устанавливают листы обшивки. Последний лист подгоняют по месту и обрезают по ширине. После сборки стенок, лап и листов приваривают стенки к листам обшивки (полуавтоматической сваркой в углекислом газе) и кантуют корпуса на 180° для приварки с другой стороны. Затем корпус перекантовывают на 90° (лапами вниз) и устанавливают перегородки и ребра, расположенные между стенками. После следующей кантовки корпуса на 180° (лапами вверх) устанавливают рамку 5 в нижней части статора. Дальнейшую сварку производят на роликовом стенде, где стыки наружной обшивки соединяют автоматической сваркой под слоем флюса, а также обшивку приваривают к торцевым стыкам. После сварки на роликовом стенде корпус помещают на сборочную плиту для установки коробки выводов, фланцев и крепления транспортных лап. Детали устанавливают по разметке и приваривают порошковой проволокой полуавтоматической сваркой. После полной сварки корпус передают на испытание. Наружный щит статора (рис. 7.14) выполняют из двух половин (полущитов), каждая из которых состоит из наружного 2 и внутреннего 4 дисков, соединенных ребрами 3 и стыковочными плитами 5 в местах разъема щита. Сварка щита несколько затруднена тем, что высота внутренних ребер незначительна. Полущиты собирают по разметке. После разметки мест установки ребер наружный диск укладывают на технологические подкладки, высота которых равна выступающей части стыковочной плиты. По разметочным линиям устанавливают ребра, проверяют их перпендикулярность к диску 2 и прихватывают. Таким образом собирают второй полущит. Для уменьшения деформаций от сварки собранные полущиты соединяют попар- но с помощью технологических распорок / и планок 6. Скрепленные детали полущитов сваривают полуавтоматической сваркой в углекислом газе, затем устанавливают и приваривают ручной злектродуговой сваркой внутренний диск 4. Сваренные полущиты в спаренном виде отжигаются для снятия внутренних сварочных напряжений. Отожженные полущиты отделяют друг от друга, распорки / и планки 6 удаляют. После очистки от окалины и механической обработки щиты испытывают сжатым воздухом на газоплотность и жидкостью под давлением иа прочность. 7.6. СБОРКА И СВАРКА МЕТАЛЛОКОНСТРУКЦИЙ ТРАНСФОРМАТОРОВ В конструкциях трансформатора многие детали и узлы имеют общие конструктивные признаки, одинаковое назначение и часто отличаются только размерами. Все многообразие металлоконструкций трансформаторов можно объединить в шесть основных групп: 1) баки; 2) крышки и днища; 3) тонколистовые объемные конструкции (расширитель, фильтры и др.); 4) системы охлаждения; 5) ярмовые балки, крюки и подъемные приспособления; 6) тележки, катки, каретки и т. п. На каждую группу разрабатывают обычно типовые технологические процессы. Значительная трудоемкость сборочных работ при сварке металлоконструкций трансформаторов требует широкого применения сварочно-сборочных приспособлений и широкого внедрения новых, более прогрессивных видов сварки. Значительное повышение производительности труда и точность изготовления конструкций обеспечивает комплексная механизация и автоматизация сборочно-сварочных работ на базе созданных механизированных поточных и автоматических линий сварки узлов. Основными видами сварки металлоконструкций трансформаторов является автоматическая и полуавтоматическая. Основной вид шва - стыковой. Сварку производят автоматами типа ТС-17М, АДС-1000, АДФ-500 или полуавтоматами типа ПШ-5, ПШ-54. При серийном и массовом производстве трансформаторов I-1П габаритов сварочно-сборочные работы выполняют на поточных линиях, каждая из которых предназначена для сварки определенной группы узлов. Одна линия предназначена для пооперационной сварки баков, вторая - для сварки расширителей, третья - для сварки радиаторов и четвертая - для сварки мелких узлов, приварки шпилек к крышке бака и дну расширителя. На каждом рабочем месте предусматривается необходимый рабочий инструмент и установлен манипулятор, облегчающий повороты и перемещение деталей и узлов при сварке. Каждая линия имеет законченный цикл изготовления узла. Для сварки применяют сварочные тракторы типа ТС-17М-У, точечные шовные пневматические машины
|