
|
| |
|
Главная
>
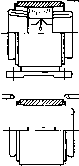
Производственный и технологический процесс бестоимость изготовления детали. Припуск на обработку должен быть оптимальным. Припуски можно разделить на промежуточные и общие. Промежуточный припуск - слой металла, снимаемый с заготовки при ее обработке на данном переходе. Общий припуск - слой металла, снимаемый с заготовки на всех стадияхёе обработки до иолу-чения готовой детали. Общий припуск равен сумме промежуточных припусков и определяется как разность размеров заготовки и готовой детали. Припуски на обработку плоских деталей задаются на одну сторону, а при обработке цилиндрических, как правило, на диаметр. На рис. 8.2 схематически показано расположение межоперационных припусков и допусков. На припуск влияют следующие факторы: размеры дефектного поверхностного слоя заготовки, погрещности размеров и формы заготовки, погрешность базирования и закрепления. При прочих равных условиях припуск будет тем больше, чем больше размеры деталей. 8.3. БАЗЫ, ИХ КЛАССИФИКАЦИЯ И ВЫБОР При конструировании изделия и разработке технологических процессов большое значение имеет правильный выбор баз. Точность обработки детали, быстрота ее установки в приспособление, конструкция приспособления в сильной степени зависят от выбранной базы. Базами называют исходные поверхности, линии или точки, определяющие положение заготовки в процессе ее обработки на станке или готовой детали в собранной машине. Различают конструкторские, технологические, измерительные и сборочные базы. Конструкторскими базами называют поверхности, оси или точки, определяющие положение детали относительно других деталей при ее работе в машине. За конструкторские базы часто принимают не материальные, а геометрические элементы деталей машин (осевые линии отверстий и валов, оси симметрии и т. п.). Сборку изделия производят, сопрягая конструкторские базы его элементов друг с другом. Технологическими базами называют поверхности, используемые для определения положения заготовки или изделия в процессе изготовления. При использовании приспособлений за технологические базы принимают реальные поверхности, непосредственно контактирующие с элементами приспособления. При установке с выверкой используют как реальные поверхности заготовки, так и геометрические линии и точки, материально представляемые на заготовке в виде разметочных рисок. Технологические базы делятся на черновые, промежуточные и окончательные. Черновые базы используются на первых операциях обработки, когда обработанных поверхностей на заготовке еще нет. Они служат для создания промежуточных или окончательных технологических баз. В общем случае в электромашиностроении последовательно применяются все три указанные технологиче- ские базы. Однако нередки случаи, когда простые детали обрабатывают полностью за одну установку, используя черновую базу. К таким деталям относятся крышки подшипников, простые подшипниковые щиты, различные втулки и кольца. При обработке заготовок на автоматических линиях в приспособлениях-спутниках вся обработка может быть произведена при одной установке заготовки. В этом случае также используют только черновые технологические базы. Подобные варианты базирования заготовок используют для обработки на агрегатных станках, многошпиндельных автоматах и полуавтоматах, станках с программным управлением. Кроме того, технологические базы делят на основные и вспомогательные. Основные базы - это поверхности, предусмотренные конструкцией и выполняющие определенную роль при ее работе в. изделии. Вспомогательные базы - это поверхности, специально создаваемые на детали с учетом технологических требований. При необходимости после завершения обработки эти поверхности могут быть удалены. Возможность создания вспомогательных технологических баз должна быть предусмотрена и оговорена в конструкции детали. Примерами вспомогательных баз могут служить центровые гнезда валов, приливы на подшипниковых щитах и др. Измерительная база - это поверхность, линия или точка поверхности, относительно которой измерением проверяют положение обработанной поверхности. Сборочными базами являются обработанные поверхности, которыми деталь присоединяется к другим деталям, определяющим ее положение в узле или машине. Сборочными базами подшипникового щита являются отверстия, которыми он монтируется на подшипник и корпус. Сборочными базами вала являются поверхности, на которые насаживаются подшипники, сердечник, коллектор, возбудитель и т. п. На рис. 8.3, 8.8, 8.9 показаны базы на некоторых деталях электрических машин. При выборе технологических баз для обработки заготовок следует использовать принцип совмещения баз, т. е. в качестве технологической базы брать поверхность, являющуюся измерительной базой. Лучшие результаты достигаются при совмещении технологической, измерительной и конструкторской баз, т. е. тех поверхностей, которые определяют положения детали в собранном изделии. При выборе баз руководствуются общими положениями с учетом особенностей каждого из них: 1) деталь должна удобно устанавливаться и выниматься из приспособления за минимальное время; 2) базовые поверхности должны быть ровными и иметь достаточную площадь для устойчивого положения детали в приспособлении; \ 3) усилия резания, зажима и собственного веса должны подвергать деталь наименьшим деформациям; 4) черные (необработанные) поверхности детали следует использовать только в первой операции для получения чистых баз; 5) для деталей, у которых обрабатываются все поверхности, за черновую базу (первую) принимают поверхность, имеющую наименьший припуск. Учитывая взаимосвязь конструкторской, измерительной и технологических баз, технолог при выборе баз и построении технологических процессов должен анализировать не только детальные, но и сборочные чертежи изделия. При построении маршрута обработки следует соблюдать принцип постоянства баз; на всех основных технологических операциях использовать в качестве технологических баз одни и те же поверхности заготовки. Разрабатывая технологический процесс, технолог на операционном эскизе для каждой установочной базы определяет элементы крепления. Элементы крепления деталей - опоры и зажимы изображаются на эскизах определенными знаками. 8.4. ОБОБЩЕННЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ОБРАБОТКИ КОРПУСА МАШИНЫ С СЕРДЕЧНИКОМ На рис. 8.3 показан корпус машины с правильной простановкой основных размеров. Одним из важнейших требований является соосность поверхности внутреннего диаметра сердечника В и поверхностей замка. Замком на корпусе называют две поверхности: поверхность А, иа которую помещают подшипниковый щит, и поверхность Б, которая определяет положение щита в осевом направлении. Соосность этих поверхностей определяет равномерность воздушного зазора в машине. При простановке размеров за базу принимают замок, который будет находиться на стороне выходного конца вала. На рисунке это левый замок. От него проставлены размеры: 1-до другого замка, /i - до сердечника, U - до отверстия в лапе. От замка также проставляются другие размеры, которые определяют положение выводной коробки, грузового болта, болта заземления, надписной таблички и т. д. Главными размерами также являются: h - высота оси вращения, Г - диаметр замков, /з - расстояние между отверстиями в лапах. Такая простановка размеров от одной базы используется, в основном, для всех конструкций корпусов с сердечниками и создает условия экономичной механической обработки и правильной сборки. Для обеспечения требуемых размеров имеется несколько технологических схем обработки. Выбор схемы обработки определяется размерами и конструкцией корпуса, программой выпуска тй наличием оборудования. Рассмотрим некоторые из этих схем. Схема первая. Корпус залит на сердечник (рис. 8.4.) На операции /, приняв за базу торец сердечника, так как он являлся ба- ЗОЙ при отливке корпуса, внутреннюю поверхность сердечника подвергают хонингованию. Хонингование производят плавающей (самоцентрирующейся) хонинговальной головкой. На операции 2 за базу принимают внутреннюю хонингованную поверхность и торец сердечника. Корпус с сердечником устанавливают внутренней поверхностью за разжимную оправку до упора торца сердечника в Коистрикторств, измерительная и сборочная оазы - III Операция 1 Операция 2 Рис. 8.3. Корпус машины с сердечником. Рис. 8.4. Операции обработки корпуса, залитого на сердечник. буртик оправки. Разжав оправку, обрабатывают два замка. Таким образом, обеспечивается соосность внутренней поверхности сердечника с замками и замков между собой. На последующих операциях производят сверление отверстий, нарезание резьбы, фрезерование лап, сверление отверстий в лапах и т. д. Как правило, эти операции проводятся на базе внутреннего диаметра сердечника и замка. Схема вторая. Корпус и сердечник изготавливают отдельно. Запрессовку сердечника в корпус производят после укладки в него обмотки и пропитки. Поэтому при обработке корпуса окончательно обрабатывают внутреннюю поверхность, под запрессовку сердечника, а замки и поверхности лап обрабатывают с технологическими припусками. При этом обработку корпуса можно производить по двум вариантам. При первом варианте (рис. 8.5, а) за черновую базу принимают внутренний диаметр н торец корпуса (операция 1) и производят предварительную обработку лап, которые в дальнейшем служат чистовой базой. Лапы фрезеруют, сверлят и разворачивают в них отверстия для получения более точного размера по диаметру. Затем на базе плоскостей и отверстий лап обрабатывают внутреннюю поверхность корпуса окончательно, а замки предварительно (операция 2). На этой же базе производят сверление в корпусе отверстий, нарезание резьбы, фрезерование плоскости под коробку контактных зажимов и т. д. Затем в корпус запрессовывают сердечник с обмоткой. Сердечник обра-(ботан по наружному диаметру на базе его внутреннего диаметра. После запрессовки сердечника на базе внутреннего диаметра сердечника и его торца производят окончательную обработку замков (операция 3). Окончательную обработку лап производят, принимая за базу внутренний диаметр сердечника и замок (операция 4). Такое базирование позволяет более точно получить размер высоты дентров и размер от замка до отверстия в лапе. Этот вариант получил название расточного. Он используется, в частности, при обработке корпусов электродвигателей серии 4А с высотами оси вращения 225, 250 мм.
 г* 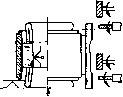 Рис. 8.5. Операции обработки корпуса с запрессованным сердечником: >а - расточной вариант; б - токарный вариант. При втором варианте (рис. 8.5,6), который получил название- токарного, за черновую базу также принимают внутренний диаметр корпуса, а чистовую базу создают, обрабатывая предварительно один из замков, который в дальнейщем служит чистовой базой (операция /). На базе этого замка обрабатывают окончательно внутреннюю поверхность корпуса и предварительно второй замок (операция 2). После запрессовки сердечника на базе внутреннего диаметра сердечника и торца сердечника производят окончательную обработку замков (операция 3). На базе окончательно обработанного базового замка и внутреннего диаметра сердечника фрезеруют плоскости лап и сверлят в них отверстия (операция 4). Схема третья (рис. 8.6). Схему используют в тех случаях, когда сердечник набирают непосредственно в корпус, а размеры корпуса с сердечником столь велики, что не представляется возможным их установка на оправку для обработки двух замков за один установ. В этом случае поступают следующим образом. Корпус базируют на внутренний диаметр и торец. Производят предварительную обработку одного замка (операция /). Далее на базе этого замка производят окончательную обработку второго замка и внутренней поверхности (операция 2). Затем в корпус набирают сердечник, прессуют его и скрепляют. При этом внутренняя поверхность сердечника получается неровной - гребенчатой, так как при сборке листы сердечника базировались по наружному диаметру и все погрешности проявились на внутреннем диаметре. Для получения правильной поверхности внутренний диаметр сердечника обрабатывают. Для того чтобы при обработке зубцы листов не сместились, в каждый паз навстречу друг другу заби-
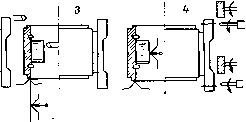 Рис. 8.6. Операции обработки корпуса с набранным в него сердечником. вают два стальных технологических клина. Забивка и выбивка клиньев производится вручную. Обработку внутреннего диаметра сердечника и второго замка в окончательный размер производят на базе окончательно обработанного замка (операция 3). Таким образом, обеспечивается соосность внутреннего диаметра с замками и замков между собой. Затем производят фрезерование лап и сверление отверстий в них, а также сверление отверстий и нарезание резьбы для крепления щитов. При этом одной из баз всегда служит базовый замок. Схема четвертая. Корпус машины постоянного тока после сборки с полюсами не подвергается механической обработке. В этом нет необходимости, так как в машине имеется неравномерный воздушный зазор под каждым полюсом, обусловленный формой полюсного башмака, поэтому корпус обрабатывают в окончательный размер до сборки с полюсами. На первой операции за черновую базу принимают торец и, как правило, внутренний диаметр. Производят обработку торца и части внутренней поверхности. Затем на базе обработанного замка и внутренней поверхности обрабатывают второй замок и всю остальную внутреннюю поверхность. При необходимости получить высокую точность корпус обрабатывают сначала предварительно, а затем окончательно. При окончательной, чистовой обработке используют точное оборудование, которое работает в ненапряженных режимах. После токарной обработки производят сверление отверстий, обработку лап, леммной коробки и т. д. Следует отметить большую трудоемкость при сверлильных работах. Необходимо просверлить по окружности корпуса отверстия и сделать их цековку для крепления основных и добавочных полюсов. При этом угловое смещение
|
||||||||||||||||||