
|
| |
|
Главная
>
Производственный и технологический процесс цветное литье, ковка, все виды механической обработки, все виды сварки, пайка, штамповка, термообработка, гальванопокрытие, сборка, окраска и т. д. Наряду с этим используются технологические процессы, присущие только электромашиностроению: холод пая листовая штамповка электротехнической стали, лакировка листов электротехнической стали, шихтовка сердечников статора и ротора, намотка секций и катушек, укладка и пропитка обмоток, сборка коллекторов. От качества выполнения этих процессов зависят технические показатели машин и трансформаторов, их надежность и долговечность. Так, от качества штамповки листов электротехнической стали, шихтовки и прессовки сердечников статора и ротора зависят основные магнитные потери и превышения температуры в машине. От способа проточки наружной поверхности ротора зависят добавочные потери, а от способа окончательной обработки валов и отверстий под подшипники в щитах зависит износостойкость поверхностей. К материалам, применяемым только в электротехническом производстве, относятся: обмоточная электротехническая медь, листовая электротехническая сталь, пропиточные лаки и компаунды, покровнле; эмали и очень большая номенклатура материалов электрической изоляции (бумага, картон, лакоткани, стеклолако-ткани, лавсановые пленки и ленты, слоистые пластики, пластмасса, слюда, асбест и т. д.). Специфические технологические процессы и материалы определяют состав специального оборудования, которое в настоящее время изготавливается как самими заводами-изготовителями, так и заводами, специализированными на выпуске технологического оборудования. К специальному оборудованию относятся: листо-штамповочные автоматы, установки для сборки и крепления сердечников статора и ротора, установки по изолировке пазов, укладке обмоток, бандажировке обмотки, по пропитке узлов с обмоткой, установки пайки коллекторов и т. д. Задачи роста производства электрических машин и трансформаторов, повышения их надежности могут быть решены на основе широкой механизации и автоматизации всех технологических процессов [1]. 1.4. ТЕХНОЛОГИЧЕСКАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ ПРИ ИЗГОТОВЛЕНИИ ЭЛЕКТРИЧЕСКИХ МАШИН И ТРАНСФОРМАТОРОВ а) Технологическая последовательность операций лри изготовлении асинхронных электродвигатепей Рассмотрим последовательность операций изготовления асинхронных электродвигателей на примере двигателя серии 4А с высотой оси вращения 100 мм. Схема производства приведена на рис. 1.2, а общий вид электродвигателя - на рис. 1.3. Производство 13 ill 4- (з з Э 5 <а (3 8 га
vmogsilge ттяйышвхви
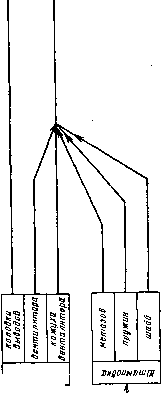 аштгалд -oaoBumatiiru о н >. ж § н о о, о ж я о о, о о, я двшлШдоЛШи п gdi/mdnuinn iigoifxa двигателя начинают с получения заготовок. Заготовку вала получают отрезкой круглого проката или поперечно-клиновой прокаткой. Механическую обработку осуществляют на автоматической линии. Листы статора и ротора штампуют из рулонной электротехнической стали на листоштамповочных автоматических установках. Листы ротора собирают на оправку, прессуют, в пазы заливают алюминиевую обмотку с замыкающими кольцами 2 и 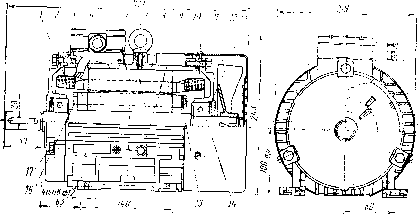 Рис. 1.3. Общий вид асинхронного короткозамкнутого двигателя с высотой оси вращения 100 мм; степень защиты IP44; 4 кВт, 220/380 В, 2р=4. вентиляционными лопатками Затем оправку выпрессовывают, а й подогретый сердечник 5 запрессовывают вал 5, который удерживается от смещения натягом посадки. После сборки производят механическую обработку наружной поверхности сердечника и шеек вала под посадку подшипников 14. Затем осуществляют динамическую балансировку ротора. Небаланс устраняется добавлением грузов 15 к замыкающему кольцу 2. После напрессовки подшипников 14 ротор готов к сборке двигателя. Листы статора после снятия заусенцев и лакировки собирают на оправку, прессуют и скрепляют скобами или сваркой. Наружная поверхность сердечника статора 4 обрабатывается под посадку в станину 5. В обработанный сердечник 4 на специальных станках укладывают в пазы изоляцию, обмотку и клин. Затем припаивают выводные концы, формуют лобовые части i, скрепляют их бандажом и пропитывают обмотку в лаке. После сушки сердечник готов, к сборке. Заготовки корпуса, щитов, коробки выводов, вентилятора получают литьем алюминия в кокиль. Вентилятор может быть отлит также из пластмассы. Механическую обработку литых деталей производят на автоматических линиях или агрегатных станках. Сборка двигателя начинается со сборки статора. В станину 8 запрессовывают сердечник 4. Затем на базе внутреннего диаметра сердечника обрабатывают посадочные поверхности под щит и по- верхности лап. Производят сборку коробки выводов 3. В собранный статор заводят ротор. На подшипники надевают щиты 10 и напрессовывают их на посадочные места станины. Щиты крепят болтами п. Затем устанавливают вентилятор У/, кожух вентилятора 12, болты грузовой 7 и заземления 9. Пружинная шайба IS поджимает ротор для уменьшения вибрации. Собранный двигатель испытывают, окрашивают, консервируют и упаковывают. В двигателях больших высот оси вращения, имеющих наружный диаметр сердечника статора более 450-500 мм, сборку сердечника производят непосредственно в станину. При этом последовательность технологического процесса несколько изменяется. 6) Технологическая поспедоватепьность операций при изготовпении машин постоянного тока Технология изготовления машин постоянного тока отличается от технологии изготовления асинхронных электродвигателей. Рассмотрим последовательность операций изготовления машин постоянного тока на примере двигателя постоянного тока с высотой оси вращения 180 мм. Схема производства приведена на рис. 1.4, а общий вид двигателя - на рис. 1.5. Производство начинается с получения заготовок. Заготовку станины 21 получают из отрезков цельнотянутых труб или резкой листового проката с последующей вальцовкой его и сваркой. К станине приваривают транспортное ушко 19, лапы и вырезают окна. После сварки станину отжигают и подвергают механической обработке. Листы основных 10 и добавочных 8 полюсов штампуют и собирают в сердечник. Листы сердечника крепят шпильками или сваркой. Для крепления полюса к станине в спинке сердечника сверлят отверстия и нарезают резьбу. Обмотки полюсов 7 и И наматывают из круглого или прямоугольного провода, изолируют, пропитывают и устанавливают на сердечник. В некоторых случаях обмотку наматывают непосредственно на сердечник. При этом пропитывают обмотку вместе с сердечником. Собранные полюса крепят к станине болтами. Заготовку вала 3 получают ковкой, а обмоткодержателей 13 и щитов / и 15 - литьем. После механической обработки заготовки поступают на сборку. Листы якоря 9 штампуют из электротехнической стали и лакируют. Сборку якоря начинают с того, что на вал 3 надевают обмоткодержатель 13, собирают листы 9, прессуют и надевают второй обмоткодержатель. От перемещения листы удерживаются шпонкой и обмоткодержателями. Затем на вал напрессовывают коллектор 5. Коллектор изготавливают в следующем порядке. Медные пластины трапецеидального сечения штампуют из полосы или прессуют из медного порошка и собирают в кольцо. Между пластинами цля их изоляции устанавливают миканитовые или слюдопластовые Получение зигатодои дВоЯпого gcmpDiTcmSa Получение знеатаНяа ксрлуса HttnaniKt: а6МО-г:я ч полюсоИ ШтвмпиВка листов полюевв Намотка обмотки якар.ч Штамподка листов лкоря fc ft § била оймотко-держителл ill Р1 > S 4э с втулок медных плиотип изоляционных прпклиВок щитве держателей траверсы крышек падшипникай метизов Пропашки и еушяа обмотки Сборка серВечнакоВ Растяжка катушек Изолиродки листов икаря бала обматко-Вержателн Мехитчеекия обработка Прибка пластин и сборка Формовка манжет 1 11 щитов траверсы ] Сборка сердечники *1 с обмоткой щетко-дертателеб Сборка сердечника на валу Сборки и обриботки коллектора кришек побшипникоб Сборка щита и щеточного иппирити
Сборка ипбуктора Изолнцин катушек Напрессабание коллектора ни бал У кладка обмотки, сбирки а бинбажировка  Пропитка якоря Механическая обработка Сборки Мишины Испытание Окраска -I- Консербицил -у и {/паковка Рис. 1.4. Схема производства двигателя постоянного тока j.r/ 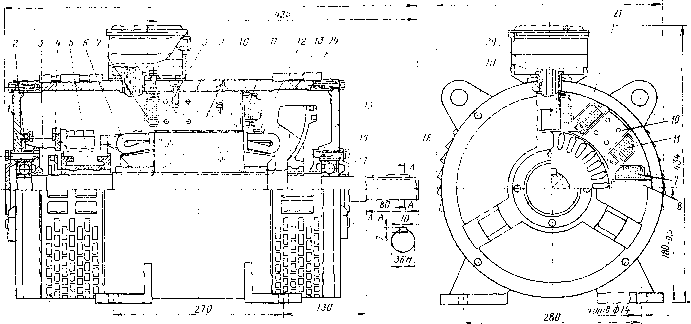 Рис. 1.5. Общий вид двигателя постоянного тока Р эыеотой оси вращения 180 мм; степень защиты IP22; 15 кВт, 220 В, 1500 об/мин.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||