
|
| |
|
Главная
>
Производственный и технологический процесс 10.3. ТРАНСПОРТИРОВКА ЭЛЕКТРИЧЕСКИХ МАШИН И ТРАНСФОРМАТОРОВ Транспортировка электрических машин и трансформаторов к потребителям может осушествляться практически любым видом транспорта: автомобильным, железнодорожным, морским и авиационным. Электродвигатели небольших габаритов транспортируют в упакованном виде или при постоянных поставкач п унифицированной оборотной таре. Оборотная тара должна быть разборной. После выгрузки машин ее отправляют обратно заводу-изготовителю. Электрические машины больших габарцтов транспортируют на открытых железнодорожных платформах. Для устойчивого положения на платформе двигатели 5100 1415 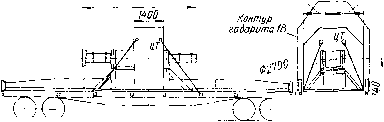 Уробень го/Юбки рельса Рис. 10.4. Транспортировка ротора крупной электрической машины на платформе. раскрепляют распорками. При этом ось вала должна располагаться перпендикулярно железнодорожному пути. Прн таком положении машин ротор может незначительно поворачиваться при ходе состава и это не вызовет иаклепа подшипников. При расположении вала, по ходу движения состава ротор остается неподвижным и при транспортировке на далекие расстояния происходит наклеп подшипников от незначительных ударов колес на стыках рельс. Крупные электрические машины массой до 10 т устанавливают на погрузочные сани из деревянных брусьев, а при большей массе погрузку осушествляют на раму сварной конструкции нз швеллеров. Машины и их детали должны быть законсервированы и надежно закреплены в упаковочной таре. На упаковочной таре отмечаются места строповки ящиков. Если габариты электрической машины ие укладываются в железнодорожный габарит, то машину транспортируют в разобранном виде. На рис. 10.4 показана погрузка ротора крупной электрической машины массой до 20 т. Ротор опирается валом на деревянные брусья, уложенные па опорные стойки рамы, и полюсами - на брусья, расположенные под ротором, а также надежно закрепляется от продольных перемещений относительно рамы вдоль платформы. Трансформаторы небольших габаритов могут транспортироваться любым видом транспорта. Для перевозки крупных трансформаторов основным нндом транспорта является железнодорожный. В соответствии с железнодорожным габаритом трансформатор, установленный на платформе (или транспортере), должен иметь высоту от верха головки рельса не более 5300 мм. Кроме того, требуется соблюдение горизонтальных размеров груза иа участке от уровня верха головки рельса до отметки 1300 мм. Выше этой отметки груз относится к категории негабаритных с определенной степенью негабарнтности. и на его перевозку необходимо разрешение отдела негабаритных и особых перевозок Главного управления движения МПС. В зависимости от размеров выхода груза за очертания железнодорожного габарита негабаритность разделяется на пять степеней (О, 1, ]], 111, IV). Для транспортировки по железной дороге трансформаторов больших мош-иостей необходимо иметь возможность увеличения отправочной (транспортной)  массы при уменьшении допустимой ширины и высоты трансформатора, поэтому перевозка трансформаторов по железной дороге осуществляется как на платформах, так и на специальных транспортерах. При .массе трансформатора до 60 т транспортировка производится на двухосных, четырехосных и реже шести-осных платформах. При отправочной массе более 60-80 т перевозка осуществляется на железнодорожных транспортерах с пониженной погрузочной площадкой (рис. 10.5). Для лучшего использования желез--подорожных габаритов применяют консольные транспортеры без несущей рамы (сочлененные транспортеры) с боковыми балками, к которым подвешивается трансформатор в своем рабочем баке. Такой способ транспортировки позволяет увеличить габарит перевозимых трансформаторов на 450-550 мм по высоте. На платформах и транспортерах с несущей платформой трансформатор устанавливается иа опорные деревянные брусья и закрепляется металлическими упорами, привареинымн к стальному листу, уложенному на транспортере. Лист, в свою очередь, крепится к транспортеру с помощью болтов и дополнительных упорных пластин. Во избежание опрокидывания трансформатор, кроме того, закрепляется стальными растяжками за подъемные крюки. Необходимость соблюдения железиодорожного габарита и ограничения массы транспортируемых трансформаторов приводит к тому, что только трансформаторы небольшой мощности (до 1600 кВ-.4 включительно) перевозятся в собранном виде. Большинство трансформаторов приходится транспортировать частично демонтированными. Рис. 10.5. Перевозка мощного трансформатора на транспортерах сочлененного типа (консольных). Глава одиннадцатая КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ 11.1. КОМПЛЕКСНАЯ СИСТЕМА УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ Качество - совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением (ГОСТ 15467-79). Для электрических машин и трансформаторов это совокупность необходимых технических параметров: к. п. д., коэффициента мощности, уровня потерь, надежности, долговечности; экономических параметров: уровня трудоемкости, материалоемкости, энергоемкости продукции в процессе изготовления и эксплуатации. Внешний вид электрических машин н трансформаторов должен соответствовать современному эстетическому восприятию, п, кроме того, они должны быть удобны в эксплуатации и ремонте. В 1972-1973 гг. Академией наук СССР, научно-исследовательскими организациями Госстандарта СССР и рядом передовых предприятий и объединений была разработана комплексная система управления качеством продукции (КС УКП). Она была проверена в ходе широкого промышленного эксперимента и получила общее признание. Комплексная система управления качество.м продукции базируется на стандартах предприятия, разрабатываемых в полном соответствии с государственными и отраслевыми стандартами. Комплекс стандартов предприятия подразделяется на основной стандарт, который определяет общее положение системы, и на совокупность специальных и вспомогательных стандартов, обеспечивающих реализацию функций КС УКП всего предприятия. Стандарты предприятия предусматривают количественную оценку работы всех подразделений завода и цеха по повышению качества продукции. Содержание КС УКП - совокупность мероприятий, методов и средств, направленных на установление, обеспечение и поддержание необходимого уровня качества изделий при их разработке, изготовлении, обращении и нотреблеиии. Система дает возможность планомерно воздействовать на факторы, влияющие на технико-экономические показатели и эстетические свойства продукции на всех этапах ее жизненных циклов. Первый этап - исследование и проектирование. На этом этапе выполняются все необходимые научно-исследовательские н конструкторско-технологические работы, направленные на создание новых образцов машин с заданными показателями качества. Выполняются они в соответствии с действующими стандартами предприятия и другой нормативно-технической документацией. На этом этапе проводится полный комплекс конструкторской и технологической подготовки производства с осуществлением мероприятий, обеспечивающих запланированный уровень качества продукции. Второй этап - изготовление продукции. На этом этапе поддерживается необходимый уровень качества оборудования, осиастки, контрольно-измерительных средств; разрабатываются и осуществляются организационно-технические мероприятия по повышению качества, предупреждению брака и устранению причин выпуска продукции, не соответствующей стандартам. На этом этапе проводятся входной контроль поступающих материалов и комплектующих изделий, контроль и испытание выпускаемой продукции, инспекционный контроль, заводская аттестация качества продукции. Третий этап - обращение н реализация. Здесь действие системы охватывает складирование, техническое обслуживание изделий в период хранения и в процессе реализации. Четвертый этап - эксплуатация продукции. На этом этапе осуществляются сбор и накопление информации о качестве изделий в эксплуатации, учет и анализ рекламаций, поставка запасных частей, повседневная и всесторонняя работа с потребителями. На базе изучения показателей эксплуатационной надежности ведется систематическая работа по совершенствованию конструкции и технологии. В основе КС УКП лежат следующие положения; бездефектная работа коллектива; планирование показателей качества по трем категориям; народнохозяйственный характер осуществляемых мероприятий; системный подход к решению задач, наличие иерархических уровней управления качеством и требование к его оптимизации, базирование на стандартизации; развитие социалистического соревнования. Для производства высококачественной продукции необходима бездефектная работа всех без исключения работников предприятия. Качество труда оценивается с помоиц>ю системы показателей, тесно связанных с моральным и материальным стимулированием. Государственная аттестация является эффективной и прогрессивной формой воздействия на качество выпускаемой продукции. В соответствии с Единой системой аттестации качества продукции вся продукция, выпускаемая промышленными предприятиями, подвергается аттестации, в ходе которой относится к одной нз трех категорий качества: В, 1 или П. К категории В относится продукция, которая по своим технико-экономическим показателям соответствует высшим достижениям отечественной и зарубежной науки и техники или превосходит их. Этой продукции присваивается государственный Знак качества. К категории I относится продукция, которая по своим технико-экономическим показателям соответствует современным требованиям действующих стандартов и технических условий. К категории II относится продукция, которая но своим технико экономическим показателям не соответствует современным требованиям, морально устарела и подлежит модернизации или снятию с производства. Система аттестации позволила ввести с 1972 года планирование качества изделий и оценивать работу предприятий по этому важнейшему показателю, т. е. управлять качеством. Неотъемлемым элементом управления качеством является планирование показателей по трем параметрам: удельному весу продукции высшей категории в общем объеме производства; доле новой продукции в общем объеме выпуска; внедрению стандартов и технических условий в производство. Управление качеством проводится на трех иерархических уровнях: межотраслевом (высшем уровне), отраслевом и предприятия. Программами управления качеством являются стандарты. Управление качеством имеет широкий народнохозяйственный характер, так как решения, принимаемые в процессе этого управления, должны быть эффективны не только для данного предприятия, но и для народного хозяйства в целом. Системный подход к вопросам управления качеством означает, что необходимо учитывать в едином комплексе все стадии жизненного цикла машин. На предприятиях и объединениях, внедряющих комплексные системы управления качеством, социалистическое соревнование получает особое развитие. Трудовое соперничество побуждает добиваться высоких показателей качества и эффективности производства на основе ускоренного освоения новой техники и применения передовых методов труда. 11.2. СИСТЕМА БЕЗДЕФЕКТНОГО ИЗГОТОВЛЕНИЯ ПРОДУКЦИИ Одной из прогрессивных систем выпуска высококачественной продукции является система бездефектного изготовления продукции, предусматривающая обеспечение высокого качества выпускаемых заводом изделий в строгом соответствии с утвержденной конструкторской и технологической документацией. Система бездефектного изготовления продукции исходит из диалектической неразрывности понятия качества и количества продукции, из того, что улучшение качества изделия является одним из основных средств повышения производительности труда - важнейшего условия успешного решения задачи создания материально-технической базы коммунизма. Идеологическую основу системы составляет повседневное воспитание у работающих коммунистического отношения к труду, чувства высокой ответственности за качество выполняемой работы. Бездефектная система изготовления продукции исходит из принципа: Рабочая совесть - лучший контролер . Работа на всех производственных участках проводится на основе широкого развертывания социалистического соревнования за бездефектное изготовление продукции и ее сдачу с первого предъявления. Система бездефектного изготовления продукции и сдача ее ОТК с первого предъявления устанавливает полную ответственность за качество продукции самих исполнителей: рабочих, мастеров, руководителей предприятий, роль которых в обеспечении качества изделий является главной и решающей. Положения о системе бездефектного изготовления продукции, учитывающие специфику производства, разрабатываются на самом предприятии. Так, иа Запорожском трансформаторном заводе данная система внедрена с 1965 г. и успешно действует. Надежность и долговечность работы трансформатора, помимо надежных конструкторских решений и качества материалов, в большой степени зависит от качества его изготовления и, в первую очередь, от качества изготовления обмоток и изоляции. В процессе изготовления обмотки изоляционные узлы и детали подвергаются контролю на соответствие чертежу и технологии согласно пооперационным картам обмера. При заполнении карт обмера проверяются по чертежу все основные размеры деталей, правильность выполнения режимов и последовательности технологических операций, состояние рабочего места, применение оснастки, указанной в технологических картах, чистота изделия. Пооперационные карты обмера подписываются исполнителем, мастером и мастером ОТК (или контролером). Пооперационные карты хранятся в ОТК завода. На заводе Сибэлектротяжмаш внедрение системы бездефектного изготовления продукции проходит на основании плана, предусматривающего мероприятия организационного, технического и воспитательного характера. Система бездефектного изготовления продукции предусматривает получение ежедневной информации о качестве выпускаемой продукции от машиносчетной станции (виновник, стоимость брака и т. д.). В ОТК предприятия имеются карточки контроля мероприятий, касающихся вопросов качества. Введены коэффициенты качества и чистоты цехов, а также переходящие призы за качество. Оценка качества работы цехов производится в соответствии с коэффициентом качества, который учитывает убытки из-за брака, претензии от потребителей, возврат продукции, культуру производства, отступления т технической документации. Высшее значение коэффициента качества - единица. Приз За высокое качество вручается цеху, выполнившему обязательные условия социалистического соревнования, если коэффициент качества не ниже 0,8. При сдаче продукции с первого предъявления и отсутствии претензий и рекламаций от заказчиков рабочие премируются. Особое внимание уделяется строгому соблюдению технологической дисциплины. К нарушителям технологической дисциплины применяются меры материального и морального воздействия, а цехам соответственно снижается коэффициент качества. Большое внимание уделяется внедрению прогрессивных методов технологических процессов. На заводе Уралэлектротяжмаш им. В. И. Ленина успешно действует система учета и анализа качества продукции. Для учета и анализа качества продукции ведется журнал Сводные данные о качестве продукции , в котором записывают потери из-за брака, возврат продукции, рекламации, соблюдение технологической дисциплины, количество продукции, принятой с первого предъявления, количество возвратов из ОТК и т. д. В цехах завода еженедельно проводят дни качества, где разбираются все случаи брака, возврат продукции из ОТК, от цехов-потребителей. 11.3. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ НА ПРЕДПРИЯТИИ Контроль качества продукции на предприятии осуществляет ОТК. В состав ОТК входят цеховые бюро контроля, бюро внешней приемки и отгрузки, технические бюро, лаборатории и испытательные станции. Бюро внешней приемки осуществляет приемку всех материалов и комплектующих изделий, поступающих на предприятие. Для этого бюро может иметь лаборатории входного контроля. Объем и вид испытаний определяются технической документацией данного предприятия, но они не могут превышать требований ГОСТ на принимаемую продукцию. Бюро цехового контроля осуществляет контроль выполнения технологических процессов в цехе, производит контроль узлов и деталей на всех стадиях изготовления и предусмотренные технической документацией испытания. Для проведения испытаний цеховые бюро располагают необходимыми испытательными станциями. В инструментальных кладовых цехов всегда должны быть мерительные инструменты и приборы, требуемые для осуществления контроля. При несоответствии проверяемой детали или узла требованиям чертежа и технологии определяется возможность исправления их или списания в окончательный брак. Забракованные детали и узлы хранятся отдельно от годных в изоляторе брака. Контроль осуществляют контролеры по картам технического контроля, которые разрабатываются одновременно с разработкой технологического процесса. Признанные годными после контроля детали или узлы должны иметь клеймо. Каждый контролер имеет свое клеймо. Периодические испытания продукции осуществляет лаборатория периодических испытаний, которая подчиняется начальнику ОТК. Приемо-сдаточные испытания продукции проводятся на цеховых испытательных станциях. После приемо-сдаточных испытаний на электрическую машину или трансформатор оформляются необходимые документы, готовые машины или трансформаторы сдаются на склад для отгрузки. Отгрузка готовой продукции осуществляется под контролем ОТК. Техническое бюро ОТК осуществляет анализ причин брака и пргдъявляет претензии соответствующим службам и цехам завода. Оно также производит количествениую оценку работы всех подразделений и цехов завода, направленную на повышение качества продукции. Служба ОТК выполняет контроль продукции не только основного производства, но и вспомогательного. Инструментальные, ремонтпо-механические цехи, цехи нестандартного оборудования и другие также имеют бюро цехового контроля и всю продукцию предъявляют для контроля ОТК. Раздел третий ПРОИЗВОДСТВО ЭЛЕКТРИЧЕСКИХ МАШИН Глава двенадцатая ТЕХНОЛОГИЯ ШТАМПОВКИ 12.1. ОБЩИЕ СВЕДЕНИЯ Под холодной штамповкой понимают штамповку без предварительного нагрева заготовки при температуре окружающей среды. Холодную штамповку можно подразделить на объемную штамповку (сортового металла) и листовую штамповку (листового материала). Основными разновидностями холодной объемной штамповки являются холодное выдавливание, холодная в ы с а д-к а и объемная формовка. Холодная штамповка является прогрессивным технологическим процессом, ее преимущества в техническом отношении: возможность получить деталь сложной формы; возможность создать прочные и жесткие, но легкие конструкции; возможность получить детали с высокой точностью (8-9-й квалитеты) без последующей механической обработки; возможность получить детали со стабильными размерами. К преимуществам в экономическом отношении относятся: высокая производительность процесса; экономичное использование материала; низкая стоимость деталей. Способы холодной штамповки часто оказываются более экономичными не только по сравнению с литьем и горячей штамповкой, но и по сравнению с точением, сверлением и фрезерованием. При применении холодного выдавливания коэффициент использования металла составляет 98 % вместо 30-50 % при механической обработке. Замена литых и кованых деталей холодноштампован-ными дает значительные преимущества: снижение массы деталей на 25-50 о/о, уменьшение расхода металла на 30-70 %, снижение трудоемкости на 50-80 %. Снижение отходов обусловлено тем, что холодноштампованные заготовки по форме и размерам приближаются к готовым изделиям в большей степени, чем заготовки, полученные из слитков или проката ковкой и горячей штамповкой. Благодаря этому при изготовлении деталей холодной штамповкой почти исключается необходимость в их последующей механической обработке. Технологические процессы штамповки постоянно совершенствуются, толщина штампуемого материала увеличивается. Например, вырубку можно производить из материала толщиной до 25 мм, пробивку отверстий в материале толщиной до 35 мм, вытяжку листового материала толщиной до 20 мм, а холодную гибку производить с материалом толщиной до 100 Мм.
|