
|
| |
|
Главная
>
Производственный и технологический процесс 8 заготовку для ротора 6 и оставляет ее на зеркале раскрытого штампа. Отход 22 проталкивается сквозь матрицу. Таким образом, за один двойной ход пресса вырубится лист статора, который поднимается вверх и сбрасывается, и заготовка для ротора, которая остается на зеркале штампа. Наружный отход остается на зеркале штампа, а отход центрального технологического отверстия проваливается сквозь матрицу. На втором прессе из заготовки ротора вырубается лист ротора. 16П18 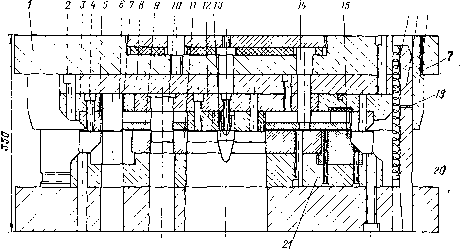 Рис. 12.8. Конструкция совмещенного штампа для вырубки листа ротора,. На рис. 12.8 показана конструкция совмещенного штампа для вырубки листа ротора. К верхней прокладке 8 винтами 2 прикреплена обойма матрицы 5, а к ней винтами 4 - матрица обсечки наружного контура листа ротора 5. В обойме установлены пуансоны для пробивки пазов 6, вентиляционных отверстий 10 и центрального отверстия под вал 12. К верхней плите / через стержень 14 прикреплен выталкиватель роторного листа 9 Четыре направляющие втулки 18 обеспечивают правильное смыкание штампа. Направляющие втулки и пуансоны 6 залиты эпоксидной смолой 7 для лучшего крепления. На нижней плите 20 установлена обойма 21, в которой расположена секторная матрица 15 для пробивки пазов ротора. В обойме также находится матрица для пробивки вентиляционных отверстий и отверстия под вал. Четыре направляющие колонки П имеют отверстия, в которых расположены фитили 16 для смазки. Смазка подается через отверстие 19. Заготовку для вырубки устанавливают в штамп, когда он раскрыт. При смыкании половин штампа ловитель 13 ловит заготовку на центральное отверстие и правильно фиксирует ее. Матрица 5 обсекает высечки от пазов статора (гирлянду), которые рассыпаются около штампа, пуансон 6 и матрица 15 пробивают пазы ротора. Пуансон 10 и матрица пробивают вентиляционные отверстия, а пуансон 12 и матрица пробивают отверстия под вал. Отходы от пазов ротора, вентиляционных отверстий и отверстия под вал проталкиваются сквозь матрицу. В отштампованных листах внутренний диаметр листа статора и наружный диаметр листа ротора отличаются на значение воздушного зазора 8 машине. Слой металла, равный воздушному зазору, как правило, оставляют на роторе, а затем удаляют в собранном роторе механической обработкой. В некоторых типах машин сборка листов статора производится в корпус машины. При этом листы базируются по наружному диаметру, что приводит к неровной внутренней поверхности, которую приходится обрабатывать. В этом случае слой металла, равный воздушному зазору, распределяется между статором и ротором. В машинах с небольшим диаметром сердечника часто внутренний диаметр статора и наруж-ний диаметр ротора штампуют в окончательный размер. г) Многопозиционные штампы последовательного действия Многопозиционные штампы последовательного действия используются на пресс-автоматах при штамповке из ленты листов магиитопроводов с наружным диаметром до 250-350 мм. Наиболее часто применяют четырехпозиционные штампы. При этом стол и провальное окно пресса должны быть достаточно большими. Выбор следования позиций на штампе зависит от конструкции вырубаемых листов, используемого материала и применяемого оборудования. Рассмотрим две схемы штамповки. В схеме рис. 12.9, а на позиции / вырубаются отверстия под вал, пазы ротора и четыре отверстия для фиксации на следующих позициях. На позиции вырубаются пазы статора, на позиции / вырубается лист ротора по наружному диаметру и удаляется на провал, и на позиции /У вырубается лист статора по наружному диаметру и также удаляется на провал. При штамповке по этой схеме концентричность внутренних и наружных диаметров листов статора и ротора определяется точностью подачи ленты и точностью изготовления штампа. При штамповке по схеме рис. 12.9, б на позиции / вырубаются предварительные пазы статора и четыре отверстия для дальнейшей фиксации ленты. Предварительные пазы статора имеют меньшие размеры, чем окончательные. На позиции вырубаются пазы ротора и отверстие под вал. На позиции / вырубается лист ротора по наружному диаметру и удаляется на провал, вырубаются пазы статора в окончательный размер и почти весь наружный контур листа статора, за исключением четырех перемычек. На позиции /У обрубаются перемычки и лист статора удаляют на провал. Достоинством данной схемы является высокая концентричность внутреннего и наружного диаметров листа статора, которая определяет точность изготовления штампа. Кроме того, при окончательной вырубке пазов статора износ матрицы незначительный. Это происходит потому, что проталкиваемые через нее отходы легко сминаются. ЯапраЬленае подачи. -14- 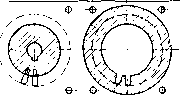 НапраВлетв подача 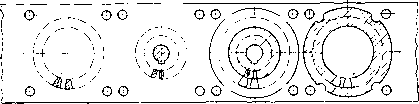 Рис. 12.9. Схемы штамповки листов магнитопроводов четырехпозиииотшыми штампами последовательного действия. Конструкция наиболее простого последовательного штампа для вырубки листов статора и ротора по схеме рис. 12.8, а показана на рис. 12.10. Штамп имеет верхнюю / и нижнюю 14 плиты. К ним через прокладки 7 а 13 обоймами 10 и 12 прикрепляются режущие части. На позиции / расположены пуансон 9 и матрица 15, предназначенные для вырубки отверстия под вал, и пуансон 8 и матрица 16 для вырубки пазов ротора. Пуансон и матрица для вырубки центрирующих отверстий показаны на выноске а - а. На позиции ловители 4 и 6 служат для центрирования ленты, а пуансон 5 и матрица 17 для вырубки пазов статора. На позиции 111 пуансон 5 и матрица 18 вырубают лист ротора по наружному диаметру. Лист проваливается в отверстие матрицы. И на позиции IV пуансон 2 и матрица 19 вырубают лист статора по наружному диаметру. Лист проваливается в отверстие. Съемник служит для снятия ленты с пуансонов на всех операциях вырубки. Четыре направляющие втулки 20 и колонки 21 обеспечивают правильное смыкание штампа. 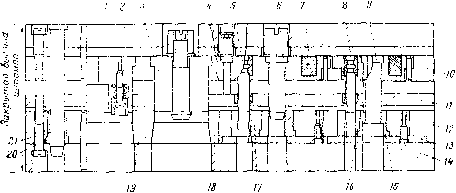 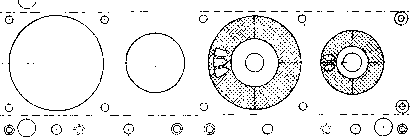 Лист статарный Лист роторный 2 паза ШихтоВачмыа Ч< 18 пазов -1 J L li 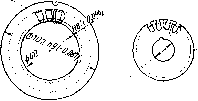 Рис, 12,10, Конструкция четырехпозиционного последовательного штампа для вырубки листов статора и ротора. /. и-верхняя н нижняя плиты-, 2, /9 - пуансон и матрица для вырубки листа статора; 3. 18 - пуансон и матрица для вырубки листа ротора; 4, 6 - ловители; 5, 17 - пуаисон и матрица для пробивки пазов статора; 7, /3 - прокладки; 8, /6 - пуаисон и матрица для пробивки пазов ротора; 9, /5 - пуансон и матрица для пробивки отверстия под вал; 10, 12-верхняя и нижняя обоймы; - съемник; 20, 21 - направляюи;ие втулки и колонки. д) Пазовые штампы Пазовые штампы используются при штамповке пазов статора или ротора (якоря) на пазовых пресс-автоматах. Штампы могут вырубать пазы, разделять заготовки ротора и статора, одновременно с вырубкой пазов обсекать наружный диаметр. На рис. 12.11 показана конструкция штампа для пробивки пазов статора. К столу пресса болтами прТкреплена плита матрицы с установленной на ней матрицей 10. Два штифта 9 фиксируют матрицу в плите. Пуансон 8 закреплен в пуансонодержателе 6, который скреплен с плитой 4. Между пуансонодержателем и плитой проложена термически обработанная прокладка 5, предохраняющая пуансон от расшатывания. К пуансоно-держателю винтами 2 прикреплен сбрасыватель 7, который скользит по пуансо- Шигуриый пуансон 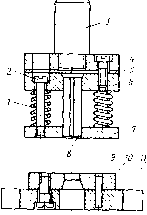 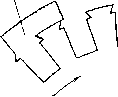 Рис. 12.11. Пазовый штамп для пробивки пазов в листе статора. Рис. 12.12. Схема штамповки листа якоря машины постоянного тока с обсечкой наружного диаметра. ну и отжимается двумя пружинами /. Когда пружина находится в свободном состоянии, сбрасыватель перекрывает режущие кромки пуансона на 0,5-1 мм. Верхняя часть штампа закреплена в прессе при помощи хвостовика 3. Работа штампа происходит следующим образом. Штампуемый лист кладут на матрицу. При включении пресса верхняя часть штампа опускается. Сначала сбрасыватель 7 прижимает лист к матрице 10. Затем пуансон, сжимая пружины съемника, углубляется в матрицу и вырубает паз. При ходе штампа вверх пуансон выйдет из пробитого в листе отверстия, пружины придут в свободное состояние, и съемник поднимется вверх. После вырубки паза заготовка поворачивается на одно пазовое деление, и происходит вырубка следующего паза. На рис. 12.12 показана схема штамповки листа якоря машины постоянного тока. Штамп пробивает один паз и обсекает наружный диаметр листа. е) Усилие вырубки Усилие вырубки необходимо знать для правильного выбора пресса. Номинальное усилие вырубки определяется по формуле Р, = РК + Рс, где Р - требуемое расчетное усилие вырубки (пробивки), Н; К - коэффициент, учитывающий влияние неравномерности толщины материала, затупление режущих кромок штампа и т. п. (рекомендуемое значение /((1,34-1,6); Рс - усилие сжатия прижимного (съемного) устройства, Н. Требуемое расчетное усилие вырубки (пробивки) в штампах с параллельными режущими кромками находится по формуле Р - - pstcp; а со скошенными режущими кромками Р = pSXcpk, где р - периметр одновременно вырубаемого (пробиваемого) контура, м; s - толщина штампуемого материала, м; Тср - сопротивление материала срезу. Па; К - коэффициент, зависящий от наклона кромок и равный 0,2-0,6. Усилие сжатия прижимного (съемного) устройства следует принимать /0= (0,054-0,1) Р. После расчета требуемого усилия вырубки выбирают пресс, при этом номинальное усилие пресса Рвом должно быть больше усилия вырубки. ж) Контроль штамповки листов, срок службы и заточка штампов При штамповке листов магнитопровода их форма, размеры и точность изготовления должны соответствовать техническим требованиям, предусмотренным чертежом. Контроль качества отштампованных листов для выявления видимых дефектов (полнота контура, вмятины, отсутствие отверстий и др.) производится визуально штамповщиком-оператором. Рекомендуемый способ периодического контроля листов магиитопроводов и смены штампов заключается в следующем. Через каждые 5000 ударов штампа измеряют высоту заусенца на одном комплекте листов магиитопроводов. Результаты наносят на карту контроля. Когда отметка на карте контроля приближается к максимальному значению высоты заусенца (0,05-0,08 мм), следует снять штамп и отправить его на переточку. Кроме измерения высоты заусенцев следует проверить размеры наружного и внутреннего диаметров, а также несоосность наружного и внутреннего диаметров. Срок службы штампа определяется количеством ударов N до полного износа. Если при каждой переточке снимается слой металла Ah, то при высоте рабочей части матрицы h число переточек
|