
|
| |
|
Главная
>
Производственный и технологический процесс прокладки. Кольцо прессуют и обрабатывают. Затем кольцо скрепляют стальными конусными фланцами или пластмассой. Собранный коллектор подвергают динамической формовке. Следующая операция сборки якоря - укладка обмотки 6. Обмотку якоря изготавливают из круглого или прямоугольного провода. Обмотку из круглого провода укладывают в пазы машинным способом. При этом пазовую изоляцию устанавливают в пазы якоря до укладки обмотки. Обмотки из прямоугольного провода получают гибкой провода в специальных приспособлениях или намоткой на шаблоны с последующей растяжкой и формовкой. В этом случае пазовую изоляцию накладывают на катушки до их укладки в пазы якоря. После укладки обмотки в пазы якоря и шлицы коллектора концы обмоток приваривают к коллектору, а лобовые части 6 бандажируют стальной проволокой или стеклянной нетканой бандажной лентой 12. Собранный якорь пропитывают в лаке и сушат. Далее производят механическую обработку поверхности коллектора и шеек вала под подшипники и выполняют динамическую балансировку якоря. Небаланс устраняют установкой грузов в кольцо 4 и вентилятор 14. На якорь надевают крышки подшипников 16 и подшипники. Затем якорь вводят в индуктор и ставят щиты / и 15. На щите 1 предварительно собирают траверсу 2 со щеткодержателями и щетками. Щиты крепят болтами. Устанавливают наружные крышки подшипников 17 и также крепят болтами. Затем производят установку щеток, монтаж якорных концов в вводном устройстве 20, крепление жалюзи 18. Собранный двигатель испытывают, окрашивают, консервируют и упаковывают. в] Технологическая последовательность операций при изготовлении трансформаторов Технология изготовления трансформаторов отличается от технологии изготовления электрических машин, хотя используются одинаковые материалы. Рассмотрим последовательность операций изготовления трансформаторов на примере трансформатора П1 габарита. Схема производства приведена на рис. 1.6, а общий вид трансформатора - на рис. 1.7. Магнитопровод 5 изготавливают из холоднокатаной электротехнической стали. Сталь режут на полосы нужного размера, которые термообрабатывают, изолируют и подают на сборку. На сборку поступают также ярмовые балки 4, 21 и шпильки 19, 20 для скрепления магнитопровода. Листы электротехнической стали шихтуют, укладывают в определенной последовательности и скрепляют. Для скрепления на ярмовую часть устанавливают балки и стягивают их шпильками, производят прессовку магнитопровода. Обмотку 3 наматывают из прямоугольного провода в виде цилиндра на специальном станке. Между слоями обмотки и между витками прокладывают изоляцию из электрокартона. В зависимости от фор изоляцию изготавливают штамповкой или резкой 8- ь §5 11 I ll и 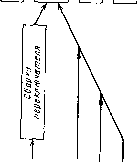
подошот/ о о. си и-U gawBundgiiAfii/ou v goi/andswvu /ясги/лз 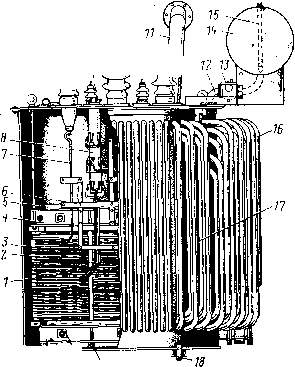 21 20 13 Рис. 1.7. Общий вид трансформатора III габарита. из листа или формовкой из картонной массы. После намотки обмотку стягивают, прессуют, сушат, пропитывают и запекают. Маг-нитапровод и обмотка поступают на первую сборку. На первой сборке производят монтаж обмотки и изоляции. Для этого распрессовывают и расшихтовывают верхнее ярмо, устанавливают изоляционные детали на низ стержней, насаживают обмотки, устанавливают изоляционные детали на верхние части обмоток, шихтуют и прессуют верхнее ярмо. Затем производят вторую сборку. На второй сборке выполняют соединение схемы, сборку отводов и пайку. Линейные отводы 7 припаивают твердым припоем к обмотке и подводят к выводам. Регулировочные ответвления 2 подводят к макету переключателя устанавливаемого с технологическими целями. Все отводы закреп-.ляют деревянными планками 6, которые крепят к магнитопроводу. Необходимые соединения изолируют. После второй сборки производят сушку активной части / трансформатора. Во время сушки происходит усадка изоляции, деревянных и электрокартонных деталей, вследствие чего ослабевает прессовка обмоток и крепление отводов, поэтому после сушки активную часть подвергают отделке, которая включает в себя опрессовку ярем, подпрессовку обмоток. После этого производят третью сборку. На третьей сборке опускают активную часть / в бак 17 и полностью собирают трансформатор. Бак 17 с охладительными трубами 16, расширитель 14 и некоторые другие узлы трансформатора изготавливают сварными из листовой стали на сварочных участках. Во время полной сборки устанавливают верхнюю крышку бака, собирают на ней выводы высокого 9 и низкого 10 напряжения, выхлопную трубу И, маслопровод 12, газовое реле 13, расширитель 14 с указателем уровня масла 15, переключатель 8, катки тележки 18. Затем производят приемо-сдаточные испытания, подготавливают трансформатор к отправке, выполняют консервацию и упаковку трансформатора. Глава вторая ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ И ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА 2.1. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ В промышленности Советского Союза действует Единая система технологической подготовки производства (ЕСТПП), которая своими стандартами устанавливает систему организации и управления пооцессом технологической подготовки производства, предусматривает применение типовых технологических процессов, стандартной оснастки, инструмента, оборудования и средств механизации. На основе государственных стандартов ЕСТПП разрабатываются отраслевые стандарты (ОСТ) и стандарты предприятий (СТП), которые конкретизируют и развивают отдельные положения ЕСТПП применительно к отрасли или предприятию. Составной частью ЕСТПП является Единая система технологической документации (ЕСТД), в которой изложены стадии разработки технологических документов и их виды, общие требования к документам и правила их оформления. Разработка тexнoлoгичecкQй документации производится параллельно с разработкой конструкторской документации. Для каждой стадии конструкторской документации разрабатываются соответствующие технологические документы. К технологическим документам относятся графические и текстовые документы, в которых определяют технологический процесс изготовления или ремонта изделия, комплектацию деталей, сборочных единиц, материалов, оснастки, маршрут прохождения изделия по службам предприятия. По виду технологические процессы делятся на единичные и типовые. Единичный процесс применяется при изготовлении изделий одного наименования, а типовой может применяться как рабо- чий для изготовления нескольких наименований деталей или служить информационной основой для разработки рабочего процесса, стандарта. Каждый вид технологического процесса по своему назначению может быть рабочим или перспективным, а по степени детализации содержания может быть маршрутным, операционным или маршрутно-операционным. Степень детализации содержания, как правило, выше в массовом и крупносерийном производстве. Каждый выпускаемый в обращение документ имеет самостоятельное обозначение. В соответствии с ЕСТПП установлена многоаспектная система обозначения, согласно которой обозначение документа включает код организации разработчика, вид технологического документа, вид технологического процесса по его организации и методу выполнения и порядковый номер. Виды технологических документов и правила их оформления приведены в ЕСТД. В комплектехнологических документов входят основные документы: маршрутная карта (МК); карта технологического процесса (КТП); ведомость деталей к типовому технологическому процессу (ВТП). Основной документ полностью и однозначно определяет технологический процесс изготовления изделия по всем или отдельным видам работ. Маршрутная карта заполняется для деталей узлов каждого исполнения изделия в соответствии с вариантами конструктивного исполнения и типа производства. Она служит исходным документом для разработки и составления последующих документов и содержит описание технологического процесса по всем операциям. Операции располагаются в строгой последовательности, с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах. Маршрутная карта является обязательным документом. Карта технологического процесса содержит описание технологического процесса изготовления изделия (включая контроль и перемещения) по всем операциям одного вида работ, выполняемых в одном цехе в технологической последовательности, с указанием данных о средствах технологического оснащения, материальных и трудовых нормативах. Ведомость деталей к типовому технологическому процессу содержит перечень деталей, изготовляемых по типовому технологическому процессу, с указанием трудовых нормативов и при необходимости - данных о материалах, технологической оснастке и режимах обработки. Ведомость деталей к типовому технологическому процессу следует применять совместно с МК. Кроме основных документов при разработке технологической документации, в зависимости от типа и характера производства, разрабатываются документы общего назначения. Ведомость расцеховки (BP) содержит данные о маршруте прохождения изготовляемого изделия по службам предприятия. Ведомость оснастки (ВО) содержит перечень технологической оснастки, необходимой для выполнения данного технологического процесса. Записи в ВО производят в технологической последовательности в соответствии с маршрутной картой. Ведомость материалов (ВМ) содержит данные о заготовках, нормах расхода материала, маршруте прохождения изделия и его составных частей. Ведомость материалов содержит материалы, записанные в спецификациях сборочных единиц, комплектов и технических требованиях на чертежах. Комплектовочная карта (КК) содержит данные о деталях, сборочных единицах и материалах, входящих в комплект изделия. Запись в КК должна производиться в технологической последовательности выполнения операций. Карта эскизов (КЭ) содержит эскизы, схемы и таблицы, необходимые для выполнения технологического процесса. Технологическая инструкция (ТИ) содержит описание приемов работ или технологических процессов изготовления изделия, правил эксплуатации средств технологического оснащения, описание физических и химических явлений, возникающих при отдельных операциях. Допускается в ТИ описание процессов изготовления смол, компаундов, клея, заливки смолами и компаундами и т. п. 2.2. ОБЩИЕ ПОНЯТИЯ О ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ Рациональные конструкции изделий, обеспечивающие необходимые эксплуатационные требования, не могут быть созданы без учета трудоемкости и материалоемкости их изготовления. Соответствие конструкций изделий требованиям минимальной трудоемкости и материалоемкости определяет технологичность конструкции. Конструкцию изделия следует считать технологичной, если изделие можно изготовить с минимальными затратами, используя экономичные и производительные методы, при этом изделие будет соответствовать современному уровню техники. Оценку технологичности конструкции данного изделия по сравнению с другим или оценку нескольких конструктивных вариантов одного изделия производят, сопоставляя их трудоемкость, себестоимость и материалоемкость. Отработка изделия на технологичность начинается на стадии технического задания и производится на всех этапах проектирования изделий. Однако трудоемкость и материалоемкость изделия зависят не только от конструкции, но в значительной степени и от выбранных технологических процессов, оснащенности производства. При .отработке конструкции изделия на технологичность конструкторская служба решает следующие основные вопросы: выбор конструкции, обеспечивающей простоту компоновки и конструктивных решений изделия, сборочных единиц и деталей;
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||