
|
| |
|
Главная
>
Производственный и технологический процесс 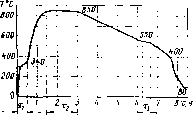 Рис. 13.3. Циклограмма термообработки листов статора. Ti - время обжига; Тг - время отжига; Тз - время оксидирования. вания используется специальная рольганговая проходная печь с защитной атмосферой типа 1СРЗ-14.140.7/9Х-300 (разработанная ВНИИЭТО) в комплекте с двумя газоприготовительными установками типа ЭК-125-ОМ02. Режим термообработки согласно типовому технологическому процессу приведен в табл. 13.2, а график - на рис. 13.3. Листы ротора рекристаллизационному отжигу не подвергаются. Типовая технология на ряде заводов уточняется в зависимости от конфигурации листов и требований к стали. Типовая технология может использоваться для термообработки сталей других марок. Таблица 13.2
13.2. СБОРКА СЕРДЕЧНИКОВ СТАТОРА И РОТОРА НА ОПРАВКУ На оправку собираются сердечники статора, имеющие наружный диаметр до 400-500 мм, и ротора, имеющие короткозамкну-тую алюминиевую обмотку. Размер сердечника может определяться числом листов, массой или длиной. В практике чаще всего сердечники собирают, исходя из массы, при этом должна быть выдержана длина. Перед шихтовкой отвешивают листы предни-санной чертежом массы и подбирают их по шихтовочному знаку. Все листы в сердечнике должны быть ориентированы по пазам т. е. сохранять то положение, какое было при штамповке. Есла штамповка производится на автоматических линиях, листы ста- тора и ротора снимаются с пресса в ориентированном виде. При использовании стали, не требующей термообработки и имеющей покрытие, ориентированные листы после взвешивания набирают на оправку. Если листы после штамповки термообрабатывают, лакируют (или оксидируют), то ориентировка теряется, ее необходимо произвести снова. 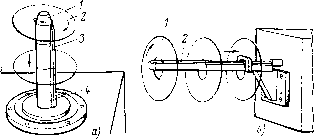 Рис. 13.4. Приспособление дли ориентирования листов ротора при шихтовке по шпоночной канавке. а - с вертикальной осью вращения; б - с горизонтальной осью вращения. Ориентирование производится на несложных приспособлениях. Приспособление с вертикальной головкой (рис. 13.4, а) для шихтовки листов ротора имеет вращающуюся головку /, на которую набрасывают листы 2. Вращаясь с головкой, листы попадают шпоночным пазом на неподвижную шпонку 3 и опускаются на неподвижную оправку 4. При большой номенклатуре листов ротора используют приспособление с горизонтальной головкой (рис. 13.3,6). Валик 2 вращается и вращает листы / до тех пор, пока шпоночный паз листа не попадает на валик. Попав на валик шпоночным пазом, лист останавливается. Ориентирование листов статора осуществляют на аналогичных приспособлениях (рис. 13.5,а,б). Вращающиеся части приспособлений 1 поворачивают лист 2 до тех пор, пока он наружным выступом 3 не дойдет до упора 4. Рис. 13.5. Приспособление для ориентирования листов статора по шихтовочному знаку. а -с вертикальной осью вращения; б - с горизонтальной осью вращения. 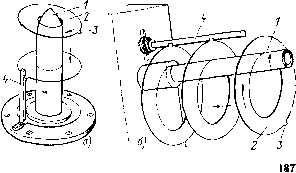 После ориентирования производят взвешивание листов сердечника на весах практически любого типа. Точность взвешивания должна быть не меньше массы одного листа. При взвешивании сохраняют ориентировку листов. Взвешенные листы статора и роторк для сборки в сердечник надевают на оправку. Базой при сборке сердечников служит внутренний диаметр [4]. Надевание листов производят по посадке H8/f9, которая обеспечива- 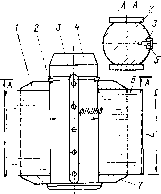 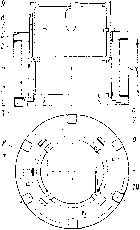 Рис. 13.6. Оправка ротора с наЕ ранным сердечником. Рис. 13.7. Оправка статора с наЕ ранным сердечником. ется размерами оправки. Допустимое уменьшение размеров оправки, в результате трения листов, оговаривается в чертеже на оправку в каждом конкретном случае. Диаметр оправки подлежит периодическому контролю. На рис. 13.6 показана оправка ротора с набранным сердечником. Порядок сборки следующий. На оправку 4 надевают нижнюю нажимную шайбу 7. Затем по шпонке 5, которая крепится винтами 5, надевают листы ротора б и дополнительно выравнивают их, опуская в паз калибр. Сверху устанавливают верхнюю нажимную шайбу / и пакет прессуют на прессе. Не снимая давления пресса, в пазы оправки закладывают две шпонки 2, которые удерживают сердечник в спрессованном состоянии. В таком виде пакет поступает на участок заливки алюминием. Если сердечник ротора имеет скос пазов, то шпонка 3 устанавливается под необходимым углом. После заливки ротора оправка удаляется, а листы ротора остаются скрепленными залитым алюминием. На рис. 13.7 показана оправка статора с набранным сердечником. На оправку 9 надевают нижнюю нажимную шайбу I. Затем устанавливают нажимное кольцо 2, крайние листы и набирают остальные листы 3. Крайние листы предназначены для уменьше- ния распушения. Они должны быть более жесткие, чем серединные. Это достигается тем, что крайние листы изготавливают, сваривая 2-3 серединных листа точечной сваркой по всем зубцам и спинке. Можно также изготовить крайние листы из листовой стали толщиной 1-1,5 мм с размерами зубцов несколько меньшими, чем имеют серединные листы. Для этого необходимо иметь в производстве дополнительный штамп. Для правильного ориентирования листов имеется шпонка 4, которая входит в один из шлицев листов. Кроме этого, листы до- 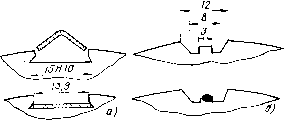 Рис. 13.8. Выштамповки в листах для скрепления сердечника статора скобами (а) или сваркой (б). полнителыно ориентируют по шихтовочному знаку, который расположен на наружном диаметре листов. Плоской оправкой подбивают шихтовочный знак так, чтобы он совпадал у всех листов и был расположен возможно ровнее. Затем сверху устанавливают крайние ливты, нажимное кольцо 5 и верхнюю нажимную шайбу 6. После прессовки верхняя нажимная шайба фиксируется клиньями 7, которые стопорятся скобами 8. В таком виде сердечник поступает на скрепление скобами или сваркой. При скреплении скобами нажимные шайбы имеют пазы 10 для установки скоб. Усилие прессовки оказывает большое влияние на потери от вихревых токов. На большинстве заводов производится прессовка давлением 1-1,5 МПа. Сердечник статора скрепляется скобами или сваркой. Для этого на наружном диаметре листов имеются специальные выштамповки. При скреплении сердечника статора скобами в паз, выштампованный в виде ласточкиного хвоста, устанавливается скоба и разжимается (рис. 13.8,а). Скобы можно разжать вручную ударами молотка по ребру. В массовом и крупносерийном производстве используют специальные прессы. На прессах разжимаются одновременно две скобы, расположенные диаметрально. Скобы разжимаются роликами, которые могут свободно вращаться. Края скобы при разжатии входят в ласточкин хвост и скрепляют сердечник. На торцах сердечника скобы привариваются к нажимным шайбам. При скреплении сваркой сердечник передается на сварочный пост. Сварка производится в автоматическом цикле в среде аргона неплавящимися электродами без присадочного материала. Сварной шов на сердечнике статора получается расплавлением основного металла, имеющего специальную разделку, полученную при штамповке (рис. 13,8,6). Свариваются одновременно все швы. Сваркой может скрепляться также сердечник ротора. При этом сварка на поверхности отверстия под вал производится без специальной разделки. Для этого сердечник прессуют и, не снимая давления, производят сварку. Давление снимается после остывания шва. При сварке сердечников происходит их деформация. Деформация сердечника имеет недопустимое значение при сварке без оправки. При сварке на оправке деформация в сильной степени зависит от зазора между поверхностью оправки и внутреннего диаметра листов. С уменьшением зазора деформация уменьшается. Скрепленные сердечники подаются на пресс, где выпрессовы-ваются оправки. Оправки поступают на шихтовку следующих сердечников. Другие способы скрепления сердечников, в частности склеиванием, рельефной сваркой, болтами, получили ограниченное распространение из-за большой трудоемкости и высокой стоимости в условиях массового производства. Склеиванием крепятся сердечники, предназначенные для высокочастотных электрических машин (частотой свыше 400 Гц) из электротехнической стали толщиной 0,1-0,3 мм, крайние сегменты статоров турбо- и гидрогенераторов, а также сердечники специальных электрических машин с высокими требованиями к шумам, вибрации и надежности. При склеивании пользуются клеем БФР-2 или клеевым составом на основе эпоксидной смолы ЗД-б. Листы промазывают клеем и после подсушки прессуют на оправке и запекают. После запечки оправку выпрессовывают, а сердечник зачищают от наплывов клея. Режимы прессовки и запечки выбирают в зависимости от размеров листов и используе-мого клея. Область применения рельефной сварки ограничена сердечниками длиной не более 40-50 мм при ширине спинки не менее 10 мм. При рельефной сварке на каждом листе по контуру при -штамповке выдавливают рельефы. Листы, собранные в пакет с зазорами 0,15-0,2 мм, касаются друг друга только в местах рельефов. Сердечник устанавливается на сварочный пресс и -предварительно сжимается для обеспечения надежного контакта между листами, после чего подается импульс тока. Проходя по местам касаний рельефов, ток выделяет большое количество теплоты, расплавляющей рельефы. Усилие прессовки обеспечивает плотное сжатие сердечника при сварке. Сваривать можно листы с лаковым покрытием, с оксидной пленкой и листы без покрытия. К сердечникам статора, предназначенным для механизированной укладки обмотки, предъявляется ряд дополнительных требований: контуры сварных швов или скоб не должны выходить за наружный диаметр; уменьшение пазов в сердечнике относительно размеров в листе не более 0,2 мм; перекос или искривление оси паза не более 0,2 мм; увеличение длины сердечника между швами со стороны наружного диаметра не более 1 мм, а со стороны внутреннего не более 2 мм. 13.3. МЕХАНИЗАЦИЯ СБОРКИ СЕРДЕЧНИКОВ СТАТОРОВ И РОТОРОВ Для механизации и автоматизации процессов сборки сердечников магиитопроводов электродвигателей массового производства ВНИИТэлектромаш был создан размерный ряд полуавтоматов и автоматов, осуществляющих сборку сердечников, скрепление их сваркой или скобами, калибрование шлицев пазов. Штамповка листов из рулонной электротехнической стали на пресс-автоматах повысила производительность труда непосредственно на штамповке и благодаря использованию специальных стапелирующих устройств сократила затраты времени на дополнительное ориентирование листов перед сборкой. Операция снятия заусенцев отсутствует. Штамповка должна производиться так, чтобы заусенцы не превышали допустимых значений. Типовым технологическим процессом предусматривается последующая перегрузка листов из стапелирующих устройств на поддоны, транспортирование последних в печах при термообработке и передачаих на участок сборки без нарушения взаимного ориентирования листов. На рис. 13.9, а показан полуавтоматический станок типа 2ПС-2 для сборки и сварки сердечников статоров. Станок имеет поворотный стол 6, на котором располагаются четыре сборочные оправки.. При сборке сердечника оператор перегружает пакет листов, предварительно дозированных по массе на весах 5, на сборочную оправку станка 4. Точность размеров и формы отверстия сердечника и взаимное расположение листов по пазам достигается благодаря использованию сборочной оправки с тремя шпонками при минимальных зазорах в сопряжениях базовых поверхностей. Для облегчения перегрузки листов применяют оправки различной конструкции. Так как усилие перемещения листов относительно друг друга при разжиме оправки растет пропорционально квадрату числа листов в пакете, то для сердечников длиной, 60-130 мм применяют цанговые оправки, а для сердечников длиной 100-160 мм - кулачковые. Сборочные оправки имеют одну неподвижную шпонку, обеспечивающую прямолинейность оси шлица паза под обмотку и ее параллельность оси сердечника, и две плавающие шпонки, пoзвJЭЛяющиe достаточно точно ориентировать листы по пазам без деформации кромок пазов в-случае неточного взаимного расположения последних по окружности. При соответствующем качестве штамповки и термообработки листов такая технология гарантирует точность изготовления сердечника.
Частная стоматология по ОМС медицинские организации в системе ОМС Стоматология НАВА. |