
|
| |
|
Главная
>
Производственный и технологический процесс 
 После перегрузки листов на оправку для смятия заусенцев и микронеровностей контактирующих поверхностей листов производится прессовка сердечника давлением 8,0 МПа. Затем при давлении 1,5-1,8 МПа по стрелочному прибору 3 оператор контролирует длину сердечника и корректирует ее снятием или добавлением листов. Скрепление сердечников статоров производится сваркой на позиции 2 стола 6. После сварки стол поворачивается, и готовый сердечник снимается с предварительно сжатой оправки и подается на отводящий лоток Для скрепления листов сердечников статоров скобами разработаны полуавтоматы типа СМ-19 (производительность 100- 120 сердечников в час) и СМ-20, для скрепления сваркой - полуавтоматы типов СМ-22, П2С-2, П2С-1 (производительность 80- 90 сердечников в час). Так как при механизированной укладке обмотки строго регламентируется ширина шлицев пазов под обмотку, то для контроля точности размеров и взаимного расположения шлицев предусмотрено использование комплексного калибра. При небольших отклонениях (О,! мм) ширины шлица от заданного значения его калибруют роликовым дорном (количество роликов соответствует числу пазов). Для этой операции предназначен полуавтомат типа ПК-1, который выполняет в собранном сердечнике до пяти циклов двустороннего калибрования шлицев пазов под обмотку. При более.значительных отклонениях ширины шлица в собранном сердечнике, отгибания зубцов крайних листов и в тех случаях, когда ширина шлица в отдельном листе меньше, чем в собранном пакете (т. е. брак), калибрование не гарантирует получения сердечников требуемого качества. По такому же принципу работают полуавтоматы типов СМ-16 (рис. 13.9,6) и СМ-34 для сборки и скрепления сердечников роторов. Скрепление сердечника ротора сваркой производят в следующем порядке: сердечник прессуют и, не снимая давления пресса, удаляют оправку, на поверхности внутреннего отверстия без разделки кромок неплавящимися электродами проваривают три шва [25]. 13.4. СБОРКА И КРЕПЛЕНИЕ СЕРДЕЧНИКОВ СТАТОРА В КОРПУС И СЕРДЕЧНИКОВ ЯКОРЯ [РОТОРА] НА ВАЛ Листы статора с наружным диаметром 500 мм и выше собирать на оправке, скреплять и запрессовывать в корпус после укладки и пропитки обмотки нецелесообразно. Сердечник получается недостаточно жестким, перекашивается при транспортировке, оправки для сборки получаются тяжелыми и требуют больших затрат при изготовлении и т. д. Кантовать большой сердечник неудобно и его можно повредить. Особенно сильно это проявляется на сердечниках многополюсных машин, у которых спинка статора тонкая. Поэтому сердечники большого диаметра собирают непосредственно в корпус электрической машины. 7 Зак. 953 193 кварка 7 6 5 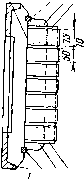 Внутренний диаметр корпуса под сердечник обрабатывают до окончательного размера. Сердечник фиксируют по длине нажимными шайбами и запорными шпонками, которые устанавливают в специально проточенные для этого канавки. Сборку и крепление сердечника производят в следующем порядке. Корпус I (рис. 13.10) устанавливают вертикально. В нижнюю канавку помещают шпонки 2. Число шпонок определяется конструкцией, но их должно быть не менее четырех. На шпонки опускают нажимное кольцо 3. Нажимное кольцо отливают из чугуна или гнут из стальной полосы, сваривают в месте стыка и обрабатывают согласно чертежу. На нажимное кольцо опускают крайний лист 4. Крайний лист изготавливают из серединного листа, к которому приварены или приклепаны стальные распорки специальной формы, которые называют нажимными пальцами. На рис. 13.11, а показаны различные сечения нажимных пальцев, а на рис. 13.11,6 их расположение на листе. Число нажимных пальцев равно числу зубцов. Пальцы располагаются по всей высоте спинки и зубца. Они препятствуют распушению листов. Кроме того, нажимные шайбы через нажимные пальцы передают усилия сжатия на сердечник. Часто нажимные пальцы приваривают к специальному крайнему листу, отштампованному из конструкционной стали толщиной 1-2 мм. При этом ширина и высота зубца на крайнем листе во избежание перекрытия паза несколько меньше, чем у основного листа (рис. 13.11,0). На крайний лист укладываются остальные листы сердечника, которые были предварительно подобраны по шихтовочному знаку и взвешены. При радиальной вентиляции машины сердечник делят по длине на отдельные пакеты, между которыми образуются вентиляционные каналы. Ширина пакета обычно не превышает 50- 60 мм, а ширина вентиляционных каналов обычно 10 мм. Крайние торцевые пакеты, находящиеся в лучших условиях охлаждения, могут выполняться более широкими (см. рис. 13.10). Для образования вентиляционных каналов через 50-60 мм устанавливают лист с дистанционными распорками. В некоторых конструкциях крайние листы и листы для образования вентиляционных каналов не отличаются или имеют весьма незначительные отличия. Для правильной ориентации листов в 3-4 паза на равном расстоянии друг от друга вставляют пазовые клинья. Пазовый клин в поперечном сечении выполняют по форме и размерам паза в свету. Высоту клина выбирают несколько большей, чем вы-сота сердечника. С обоих концов клина для удобства надевания листов делают пологий заходный конус. Клинья удаляют после прессовки и скрепления сердечника. г 3 ч Рис. 13.10. Сердечник ета-тора, шихтованный в корпус. Набирая весь сердечник, сверху устанавливают крайний лист 5 и верхнее нажимное кольцо 6. Затем производят прессование сердечника на гидравлическом прессе. Усилие прессования для различных сердечников определяют, умножив принятое давление на площадь листа. Обычно эти расчеты делают заранее, и около пресса имеется таблица усилий для различных сердечников. Усилие прессования от пресса через оправку передается на верхнее 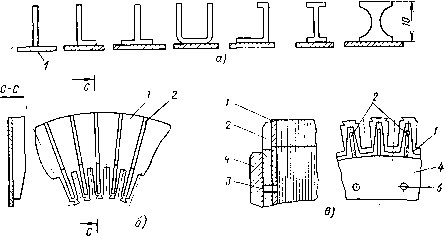 Рис. 13.11. Виды сечений дистанционных распорок (а), их расположение на листе (б) и в собранном сердечнике (в): / -крайний лист; г - нажимной палец: 3 -заклепка; нажимное кольцо. нажимное кольцо. После того как кольцо опустится вниз и откроет канавку, в нее укладывают шпонки 7 для удержания сердечника в спрессованном состоянии. Затем давление пресса снимают. Для того чтобы во время работы шпонки, не выпали, каждую шпонку прихватывают к корпусу ручной электросваркой. Для предохранения сердечника от проворачивания в одном месте листы приваривают к корпусу в осевом направлении или устанавливают полукруглые или плоские шпонки. При сборке в корпус за базу принимают наружную поверхность листа. При этом внутренняя поверхность сердечника полу -чается неровной - гребенчатой. При такой сборке внутренний диаметр сердечника необходимо дополнительно обработать на станке, чтобы снять гребешки и обеспечить соосность внутреннего диаметра сердечника и замков корпуса. Для того чтобы при обработке отдельные зубцы не сместились, в каждый паз забивают навстречу друг другу два специальных клина, которые удерживают зубцы на месте. После механической обработки клинья выбивают. Забивка и выбивка клиньев - ручная, трудоемкая операция. Последней операцией сборки сердечника является опиливание пазов. Пазы опиливают для ликвидации всех неровностей, которые могли появиться при сборке, прессовке, механической обработке. Опиливание является ручной операцией. Ее проводят специальными напильниками, которые имеют форму паза и размеры несколько меньшие, чем размеры паза. По длине напильники должны быть либо на 150-200 мм длиннее сердечника и иметь с обеих сторон ручки, если опиловку будут производить двое рабочих, располагаясь с обеих сторон сердечника, либо иметь длину, равную примерно 0,7 длины сердечника, если опиловку будет производить один рабочий. Напильник вводят последовательно в каждый паз сердечника и опиливают неровности. Так же опиливают неровности шлица паза другим специальным напильником. Качество опиливания определяют, заводя в каждый паз проходной калибр и визуально осматривая паз. При осмотре производят подсветку паза переносной- лампой располагая ее с другой стороны сердечника. После опиливания и контроля сердечник в вытяжной камере продувают сжатым воздухом от пыли и стружки: и отправляют на укладку обмоток. Сердечники якорей машин постоянного тока и фазных роторов асинхронных машин собирают непосредственно на вал. Для сборки применяют специальные пневматические прессы (рис.. 13.12). Пневматический цилиндр 1 имеет полый шток 2. По основанию пресса передвигается тележка, на рабочей части которой имеются два отверстия, в которые вставляют сменные оправки 5. Ход тележки ограничивается двусторонним упором 4 и фиксатором 6 в положениях, при которых ось оправки правой или левой части тележки совпадает с осью цилиндра. Расстояние между торцом сменного наконечника штока 2 и оправкой 5, ход поршня усилие пресса принимаются в конструкции пресса в зависимости от размеров сердечников, собираемых на прессе. Сборка сердечника производится в следующем порядке. Вал 3 вставляют в оправку 5 так, чтобы он опирался на ее буртик, и надевают нажимную шайбу. Если нажимная шайба должна находиться на валу с натягом, то ее напрессовывают на гидравличе- 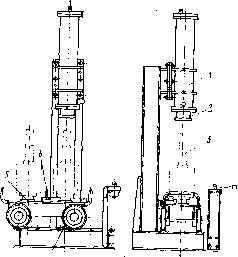 Рис. 13.12. Пневматический пресс сборки сердечников якоря (ротора) на вал. ском прессе, так как усилия пневматического пресса недостаточно. Затем в шпоночный паз вала устанавливают шпонку, и тележку с валом перемещают в рабочее положение - под пневматический пресс. Из предварительно взвешенных и подобранных по шпонке и шихтовочному знаку листов берут пачку из 50-60 шт. и надевают на вал. Затем включают пресс и производят осаживание листов до нажимной шайбы. Таким образом насаживают остальные листы сердечника. После того как высота собираемого сердечника на валу будет равна 30-40 мм, в 3-4 паза уставав-
Рис. 13.13. Крепление сердечника ротора на валу. а - цилиндрической шпонкой; б - втулкой на посадке с натягом. ливают пазовые клинья, так же как при сборке сердечника статора. Последующие листы при сборке базируют не только по внутреннему диаметру, но и по пазам. При наличии на роторе радиальных вентиляционных каналов сердечник делят на пакеты и между пакетами устанавливают листы с дистанционными пальцами, как и у сердечника статора. Вентиляционные каналы в сердечнике статора и ротора должны совпадать по осевому направлению. После сборки всех листов сердечника надевают верхнюю нажимную шайбу и прессуют сердечник. Затем необходимо произвести крепление сердечника от перемещения в осевом направлении. При креплении двумя полукруглыми шпонками (рис. 13.13, а) сердечник прессуют и, когда нажимная шайба опустится ниже выточки на валу, в выточку устанавливают две полукруглые шпонки После того как давление будет снято, их приваривают к валу. При креплении втулкой (рис. 13.13,6), которая держится на валу посадкой с натягом, сердечник прессуют, затем надевают на вал предварительно нагретую втулку 2. Давление не снимают до тех пор, пока втулка не остынет. Следующая операция - обработка пазов. Пазы можно опиливать так же, как опиливают пазы статора, или протягивать протяжками. Для протягивания вал с сердечником устанавливают у протяжного станка на две стойки, каждая из которых имеет два ролика, в которых легко может вращаться вал. Сердечник торцом упирают в. приспособление, которое воспринимает усилия резания и позволяет поворачивать сердечник для обработки каждого паза, совмещая при этом ось паза и ось ползуна протяжного станка. Протяжка представляет собой сложный и дорогостоящий инструмент (рис. 13.14). Зубья протяжки делятся на режущие и
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||