
|
| |
|
Главная
>
Производственный и технологический процесс -благодаря более совершенной транспозиции и применению меньших сечений элементарных проводников. В обмотках НН трансформаторов большой мошности применяется также транспонированный подразделенный провод марки ППТБ (рис. 27.3, в). Для снижения потерь успешно применяют другой вид специальных обмоточных проводов марок ПБП и ПБПУ, так называемые подразделенные провода ,(рнс. 27.3,6). Провод образован 2-3 элементарными проводниками (жнламн) с бумажной изоляцией толщиной 0,4 мм и общей (дополнительной) изоляцией CZ1 [=1    Рис. 27.3. Специальные провода. а - транспонированный марки ПТБ; б - подразделенный марки ПБП (двух- и трехжиль-ный); в - подразделенный транспонированный марки ППТБ. 1,35; 1,68; 1,92; 2,48; 2,96 мм. Разделение проводника приводит к значительному (иа 20-30 %) снижению добавочных потерь от полей рассеяния, благодаря чему уменьшается нагрев обмоткн. Одной из причин повреждения трансформаторов в эксплуатации является потеря устойчивости обмоток вследствие недостаточной механической прочности обмоточных проводов. Предполагается получение медного сплава, обладающего прн относительно небольшом увеличении удельного сопротивления до 5 % существенно более высокими, чем у медн, механическими характеристиками (1,5-2 раза). Необходимы обмоточные провода (в том числе и транспонированные) с термореактивным изоляционным покрытием, которое, полимеризуясь при сушке обмоток, склеивает витки. Намечается увеличение выпуска проводов с эмалевой изоляцией для применения в трансформаторах напряжением до 330 кВ включительно. В последнее время за рубежом и в нашей стране в качестве проводникового материала для обмоток трансформаторов малой мощности (до 630 кВ-А) широко применяются медная и алюминиевая фольга и лента, что позволяет резко повысить коэффициент заполнения объема активным проводником. Медную фольгу изготавливают нз меди марки М-1 (ГОСТ 859-78) толщиной 0,35- 0,065 мм; ленту толщиной 0,1С0; 0,080; 0,075; 0,050; 0,035 мм. Алюминиевая фольга н лента, предназначенные для обмоток трансформаторов, изготавливаются из алюминия марки АЕ по ГОСТ 11069-74. Толщина фольги 0,2-0,02, толщина ленты 2,0-0,22 мм. Основное назначение электроизоляционных материалов - надежно изолировать токоведущие части трансформаторов между собой и от заземленных частей, для чего эти материалы должны обладать определенными свойствами. Наиболее важными из них являются электрическая и механическая прочность, диэлектрическая проницаемость, электропроводность, гигроскопичность и нагревостойкость [20]. В современных силовых трансформаторах применяется твердая изоляция в сочетании с электроизоляционным (нефтяным) маслом. Жидкие диэлектрики, т. е. минеральное трансформаторное масло или синтетические жидкости (сов-тол 10), кроме изоляции служат также охлаждающей средой. В качестве основной твердой изоляции масляных трансформаторов в настоящее время применяют волокнистые материалы из целлюлозы. К ним относятся электроизоляционные картоны и бумаги. Важнейшими характеристиками электроизоляционного картона являются высокие электрические показатели - стойкость к воздействию поверхностных разрядов и электрическая прочность. Особенности конструкции трансформаторон, механические и электрические воздействия, имеющие место при их работе, приводят к необходимости применять для деталей изоляции электроизоляционные картон с различными свойствами. Так, для цилиндров главной изоляции трансформаторов и изоляционных перегородок нужен мягкий картон. Ои должеге быть эластичен, иметь повышенную масловпитываемость н минимальную усадку по длине при высокой механической прочности иа разрыв. Основными электрн-ческимн характеристиками мягкого картона должны быть его стойкость к-поверхностному разряду и высокая электрическая прочность (на пробой по толщине). Для элементов продольной изоляции - днстанцнонных прокладок, ярмовой-и уравнительной изоляции-нужен твердый картон, хорошо работающий на сжатие. Он должен иметь минимальную усадку по толщине, улучшенную механическую прочность на сжатие и хорошо обрабатываться .методом вырубкш (штамповки) и резания. Кроме электроизоляционных картонов, обрабатываемых; методом резкн и штамповки, нужно иметь электроизоляционные картоны специальных марок для изготовления деталей сложной конфигурации методом горячей формовки на прессах или вытяжки в пресс-формах. Электроизоляционный картон, выпускаемый промышленностью, изготавливается в соответствии с ГОСТ разных марок и толщин. Картон марки А - эластичный, гибкий, с высокой стойкостью к действию-поверхностных разрядов в масле. Этот картон предназначен для изготовления; деталей главной изоляции высоковольтных масляных трансформаторов с напряжением до 1200 кВ включительно. Электроизоляционный картон марки М (с добавкой в композицию картона хлопковой целлюлозы) имеет более высокие показатели (в 2 раза выше марки А) по стойкости к воздействию поверхностных разрядов; предназначен для главной изоляции трансформаторов напряжением 750 кВ н выше. Картон марки Б--средней плотности с повышенными электрическими свойствами - применяется для изготовления деталей главной изоляции масляных трансформаторов напряжением до 220 кВ включительно. Изготавливаемый в настоящее время электроизоляционный картон марки Б плотностью 950- 1100 кг/м неполностью обеспечивает надежную электродинамическую стойкость, обмоток, особенно трансформаторов, подвергающихся частым электродинамическим воздействиям, поэтому для элементов продольной изоляции прнмеияюг жесткий картон плотностью 1250-1350 кг/м и сжимаемостью при давление 20 МПа до 3,5 % без остаточных деформаций после снятия давления. Картон марки В - твердый, с малой сжимаемостью под давлением, высокой электрической прочностью (перпендикулярно поверхности), используется для изготовления деталей продольной изоляции трансформаторов. Картон марки Г - средней плотности с повышенным сопротивлением расслаиванию, применяется как основа для получения склеенного картона и изгот товления изоляционных деталей масляных трансформаторов. Электроизоляционные бумаги (телефонная и кабельная) применяются в< трансформаторах в качестве витковой н дополнительной изоляции обмоточного провода. Кабельная бумага согласно ГОСТ 645-67 применяется марок К-080, К-120,., К-170 толщиной соответственно 0,08; 0,12; 0,17 мм и КВУ (уплотненная) толщиной 0,08 мм, а телефонная - марок КТ-04 и КТ-05. В настоящее время применяется нагревостойкая бумага марок КМТ-125 и КМТУ-80 (ГОСТ 18448-73),. применение которой допускает увеличение нагрузочной способности трансформаторов на 10-15 7о, что эквивалентно увеличению мощности. Крепированная электронзоляциоиная бумага марки ЭКТМ (ГОСТ 12769-76) благодаря поперечному крепу (гофрировке) при натяжении дает удлинение до 70%; ее применение обеспечивает плотную изоляцию мест соединений и изгибов. Лакоткань электроизоляционная (ГОСТ 2214-78) применяется для изоляции концов обмоток и отводов масляных трансформаторов. В качестве вспомогательных материалов применяют: ленты хлопчатобумажные (ГОСТ 4514-78), электроизоляционные лаки н клеи, припои мягкие н твердые (для пайки емкостных колец, отводов обмоточных проводов), парафин (для-обеспечения лучшего скольжения деталей и провода) и др. 27.3. ОСОБЕННОСТИ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ОБМОТОК И ИЗОЛЯЦИИ СИЛОВЫХ ТРАНСФОРМАТОРОВ Технология изготовления обмоток и изоляции силовых трансформаторов должна обеспечивать помимо заданных конструктором технических параметров этих изделий их эксплуатационную надежность при наиболее высоком уровне производительности труда и максимальном снижении трудоемкости. Эта задача ре- 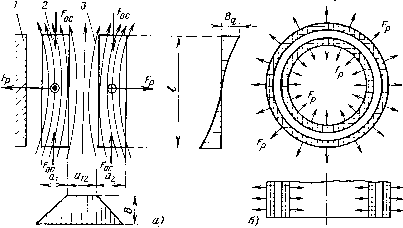 Рис. 27.4. Силы, возникающие в магнитном поле рассеяния концентрической обмотки. а - магнитное поле рассеяния; 6 - направление радиальных сил; / - магнитопровод; 2 - обмотки НН; 3 - обмотка ВН. шается на основе научно обоснованных требований к производству обмоток и изоляции с учетом знания процессов, происходящих в трансформаторе при его эксплуатации. Обмотки в процессе эксплуатации испытывают большие механические нагрузки [17, 20] в результате взаимодействия электрического тока, проходящего по проводникам обмотки, с магнитным полем рассеяния (рис. 27.4, а, б). В концентрических обмотках взаимодействие продольного поля рассеяния с токами в проводах обмотки создает радиальные силы, которые стремятся растянуть наружную обмотку и сжать внутреннюю. Сила, сжимающая обмотку в осевом направлении, зависит от формы и направления поперечного поля рассеяния. Радиальные и осевые силы, воздействующие на обмотку, зависят как от геометрических параметров обмотки, так и от тока, протекающего в обмотке. При коротких замыканиях или коммутационных воздействиях в обмотке протекают токи в 10-20 раз превышающие номинальные значения, вызывая резкое увеличение механических нагрузок на обмотку. Особо надо учитывать кратковременный характер воздействия сил от короткого замыкания, при которых действуют законы динамики. Радиальные силы воспринимаются проводниками обмотки, вызывая в них напряжения растяжения или сжатия. Если между витками в радиальном направлении нет зазора, тогда все витки воспринимают нагрузку равномерно. В противном случае нагрузка будет восприниматься отдельными витками неравномерно, что может привести к остаточной деформации проводников, т. е. к снижению механической прочности обмотки. Сжимающая радиальная сила, воздействующая на виток, вызывает иногда потерю устойчивости обмотки в радиальном направлении, даже если в ней предельные напряжения сжатия не превысили допустимых для данного проводника. Если условно рассматривать обмотку как кольцо, имеющее несколько опор и нагруженное равномерно сжимающей статической нагрузкой, то критическое напряжение. Па, при превышении которого произойдет потеря его устойчивости, определится как r=.jLE(±.)\ (27.1) 12D2 где £ -модуль упругости проводника. Па; а - радиальный размер обмотки, м; с - число опор; D -средний диаметр обмотки, м; / - длина пролета между опорами, м. Эксперименты показывают [21, 24], что при динамическом режиме значение критического напряжения может быть больше, чем определяемое по (27.1). Особенно этому способствует наличие начальных неправильностей , которые могут быть вызваны технологическими факторами: отступлением от концентрической формы внутреннего витка обмотки, разной толщины установленных реек, неравномерным и неплотным прилеганием витков в радиальном направлении, местными изгибами проводника и т. п. В то же время установлено, что чем плотнее витки обмотки в осевом направлении прилегают друг к другу, тем устойчивее обмотка в радиальном направлении. Еще не найден точный математический учет влияния технологических факторов на устойчивость обмоток, однако экспериментальная проверка показала их существенное влияние, поэтому весьма важно при изготовлении обмоток не допускать или свести к минимуму те явления которые могут привести к снижению устойчивости обмоток. Осевые сжимающие усилия воспринимаются между катушечными прокладками и опорными элементами, вызывая в них напряжения сжатия. Напряжения сжатия при коротком замыкании могут достигнуть 35-40 МПа. Так как механические прочностные характеристики изоляционного материала значительно ниже проводникового материала, то они подвергаются большим деформациям от осевой механической нагрузки и под действием этих усилий обмотки могут деформироваться, в результате чего трансформатор может быть выведен из строя. Для уменьшения осевых сил при коротких замыканиях и повышения осевой устойчивости обмоток применяют целый ряд конструктивных и технологических решений. Так, все катушечные обмотки выполняются с наружными, так называемыми прошивными , рейками. К конструктивным решениям следует также отнести предварительную запрессовку обмоток между ярмовыми балками магнитопровода с помощью специальных нажимных винтов или гидродомкратов, которые позволяют регулярно производить подпрессовку обмоток в процессе эксплуатации. Внедрены также специальные технологические процессы, направленные на стабилизацию осевого размера обмотки в процессе эксплуатации трансформатора. Главными из них являются плотная намотка обмотки вследствие осевой и радиальной подпрессовки в процессе намотки, применение уплотненного электроизоляционного картона и специальных режимов обработки, сводящих к минимуму изменение осевых размеров обмотки при ее прессовке и вакуумной сушке. В основных типах обмоток (винтовых, непрерывных, переплетенных) применяемых в трансформаторах III-VIII габаритов, бумажная изоляция провода и картон прокладок составляют 40- 50 % осевого размера обмотки. Несомненно, что стабильность размеров этих материалов в значительной мере определяет стабильность осевого размера обмотки. Электроизоляционный картон представляет собой неоднородный геторогенный материал, состоящий из целлюлозного волокна и вещества, заполняющего поры (воздуха, влаги). По капиллярам влага проникает в волокна целлюлозы, которые, поглощая воду, разбухают, и картон увеличивает свою толщину. Поэтому изготовление изоляционных деталей из электроизоляционного картона необходимо вести в сухих поме-; щениях. При уменьшении влажности картона толщина его практически не изменяется, но из-за удаления воды в нем образуются пустоты-поры, объем которых доходит до 40-50 %. Наличие пор обусловливает большую усадку картона по толщине под действием сил сжатия. , Усадка электроизоляционного картона по толщине характеризуется степенью остаточной деформации М ftp -fti 6 - - ---- ЮОо/о, (27.2) где е - степень остаточной деформации электроизоляционного картона под нагрузкой, %; Ло -исходная толщина электроизоляционного картона, м; - конечная толщина картона при данной нагрузке, м. Степень деформации зависит от многих факторов: нагрузки, времени приложения нагрузки,температуры, влажности картона и др. Зависимость степени остаточной деформации от напряжения сжатия е=/(осж) показана на рис. 27.5, а. При начальном нагружении с усилием 1,5-2,5 МПа кривая сжатия имеет значительную кривизну, что объясняется резким уплотнением картона за счет интенсивного выбора пустот. При дальнейшем увеличении давления кривая идет более полого и при нагрузках порядка 25-30 МПа приобретает вид прямой линии, слегка наклоненной к оси абсцисс, что свидетельствует о том, что процесс нарастания деформаций при таких нагрузках практически заканчивается. е,мпа £,% ЕМПа 72 30 8 £ k 2
300 200 100 О 20 в.,МПа О 300 200 100 20й,МПа Рис. 27.5. Зависимость степени остаточной деформации электроизоляционного картона от напряжения сжатия и количества циклов нагружения. а - первый цикл; 6 - восьмой цикл;--деформация;---модуль упругости. Остаточная деформация зависит от числа циклов нагружения (рис. 27.5, б). При нагружении и снятии нагрузки деформация электроизоляционного картона связана с необратимыми процессами затраты энергии на остаточную деформацию. Наибольшая остаточная деформация наблюдается при первом цикле. При всех значениях давления она составляет 0,4-0,45 полной деформации. При последующих циклах остаточная деформация резко уменьшается и составляет 0,1 полной деформации. Таким образом, если электроизоляционный картон подвергнуть циклической нагрузке (3-4 цикла) давлением около 30 МПа, то можно получить уплотненный картон с плотностью 1250- 1300 кг/м который практически не будет иметь остаточной деформации при аналогичных нагрузках, возникающих в процессе эксплуатации трансформаторов. Из такого уплотненного картона следует изготавливать дистанционные прокладки. Уплотнение картона можно осуществить с помощью прокатных вальцов (см. гл. 30). Для удаления влаги из картона (остаточная влажность электроизоляционного картона в трансформаторе допускается в пределах 0,3-0,5 %) его сушат. Термическую обработку деталей из электроизоляционного картона производят первый раз в процессе
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||