
|
| |
|
Главная
>
Производственный и технологический процесс сушки обмоток и второй раз - в процессе термовакуумной сушки активной части трансформатора, после которой изоляция пропитывается трансформаторным маслом. В процессе технологической обработки обмотки электроизоляционный картон и бумажная изоляция проводников обмотки дают значительную усадку, поэтому для получения окончательного размера высоты обмотки конструктор еше при расчете обмотки должен учитывать ожидаемую усадку изоляции [16]. 27.4. ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ ИЗГОТОВЛЕНИЯ ОБМОТОК И ИЗОЛЯЦИИ Несмотря на большое разнообразие типов и конструкций обмоток последовательность производства многих из них одинакова. Витки обмотки наматывают из проводникового материала на специальных намоточных станках. В процессе намотки обмотки выполняются все необходимые радиальные и осевые охлаждающие каналы, которые образуются при установке дистанционных электроизоляционных прокладок и реек. Проводниковый материал, рейки и прокладки в нужном количестве подаются на рабочее место до начала намотки обмоток. Для придания обмотке стабильных расчетных размеров по высоте после намотки ее подвергают прессовке и сушке. При этом обмотка уплотняется, и влага удаляется из изоляции. Чтобы не повредить обмотку и изоляцию во время прессовки и равномерно распределить усилие сжатия, непосредственно после намотки вводится промежуточная технологическая операция по установке на обмотку специальных опорных плит, стягиваемых между собой шпильками. Эта операция получила название стяжка обмоток . После прессовки и сушки обмотка подвергается отделке, в процессе которой доводятся и контролируются все геометрические размеры обмотки, устраняются замеченные отклонения от размеров, повреждения изоляции, особенно бандажей и др. Подробное описание технологических операций изготовления обмоток и деталей изоляции, а также применяемого технологического оборудования приведено в гл. 28-30. Глава двадцать восьмая ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОБМОТОК ТРАНСФОРМАТОРОВ 28.1. ОБЩИЕ СВЕДЕНИЯ Под операцией намотки обмоток понимают комплекс работ, выполняемых на одном рабочем месте рабочим-намотчиком и его подручным (при намотке обмоток трансформаторов III-VIII габаритов). Работы по намотке обмоток включают как непосредст- венно намотку из проводникового материала витков обмотки на бакелитовый цилиндр или шаблон-оправку, так и выполнение переходов, транспозиций, петель регулировочных отводов, установку и присоединение емкостных колец, пайку или сварку концов катушек или проводников, изолировку мест пайки, установку деталей изоляции (реек, дистанционных прокладок, шайб, коробок), установку бандажей и ряд других работ. Перед началом намотки обмоток должны быть заранее заготовлены в соответствии с чертежом и картой технологического процесса намотки необходимые материалы и детали для данного типа обмоток, подготовлен рабочий и мерительный инструмент, отрегулированы и установлены специальные приспособления. Рабочее место обмотчика должно хорошо освещаться, содержаться в чистоте и порядке, рабочий должен знать правила техники безопасности и выполнять их. Рабочее место намотчика включает намоточный станок с горизонтальной или вертикальной осью вращения, каретки для барабанов с обмоточным проводом (либо отдающее устройство для рулонов с фольгой), натяжное устройство, устройство для подпрес-совки обмоток, счетчик витков или программно-счетное устройство, устройство для пайки и фрезеровки проводов под пайку, назначение которых рассмотрено в гл. 29. Процессу намотки обмотки трансформатора предшествуют подготовительные работы. К этим работам, в первую очередь, относятся выбор оборудования и приспособлений, с помощью которых будет осуществляться намотка обмотки, а также набор необходимых материалов и деталей для данной обмотки. Благодаря сравнительно простой конструкции, надежности в эксплуатации, возможности намотки большинства типов обмоток (цилиндрических, винтовых, непрерывных, переплетенных) горизонтально-намоточные станки нашли самое широкое применение в производстве обмоток трансформаторов III-VIII габаритов. Вертикально-намоточные станки используют для намотки непрерывных и переплетенных обмоток мощных высоковольтных трансформаторов. При этом достигается высокая плотность намотки как в радиальном, так и в осевом направлениях из-за намотки их без перекладки витков при одинаковом натяжении. Необходимая плотность намотки в осевом направлении обеспечивается промежуточной подпрессовкой. Вертикальная намотка применяется для намотки катушек с большими радиальными размерами (более 300 мм). Нет необходимости кантовать обмотку после съема со станка, а следовательно, исключаются возможные развалы отдельных катушек, ослабление или смещение витков и т. п. Совмещаются также операции стяжки и намотки, так как они выполняются на станке. Возможна намотка обмотки всей фазы (пофазная намотка). К обмотке имеется доступ со всех сторон; рабочий имеет возможность производить намотку и выполнять ручные операции в удобном положении. Производительность труда увеличивается на 25-30%. Намотку обмотки производят либо на бумажно-бакелитовом цилиндре, остающемся в виде каркаса в обмотке после ее изготовления, либо на оправке, которую вынимают по окончании работы. На рис. 28.1 показаны оборудование и оснащение, расположенные в таком порядке, как это требуется для начала намотки непрерывных и винтовых обмоток на оправке - металлическом / 2 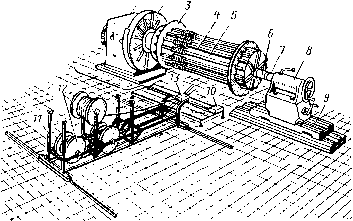 Рис. 28.1. Рабочее место намотчика. / - передняя бабка: 2 -планшайба с поводком; 3 -шаблон для установки реек; 4 - рейка; 5 -шаблон (цилиндр); 6 -центр; 7 - пиноль; S -задняя бабка; 9 -станина; 10 - педаль (пуск стайка); -стойка (каретка); /2 - барабаны с обмоточным проводом; /3 - натяжное приспособление. цилиндре. Для намотки выбран горизонтально-намоточный станок, для установки барабанов с обмоточным проводом - пятиместная каретка с натяжным пневматическим устройством 13. Каретка перемещается по рельсам вдоль обмотки по мере смещения зоны намотки. Оправку 5 закрепляют с одной стороны в поводок планшайбы 6, установленным в пиноль 7 задней бабки станка. Для закрепления реек используют шаблон 3. В соответствии с чертежом подбирают требуемые размеры реек с набором дистанционных прокладок, устанавливают и укрепляют их на оправке, как показано на рис. 28.1. Перед началом намотки обмотки следует проверить соответствие установленного наружного диаметра указанному в чертеже размеру внутреннего диаметра обмотки, а также измерить ширину провода и толщину его изоляции на каждом установленном барабане с проводом и установить необходимое натяжение провода, контролируемое пружинным динамометром. Основными документами рабочего-намотчика является чертеж обмотки и технологическая карта намотки. В технологической карте указано основное оборудование, оснащение, рабочий и изме- рительный инструменты, а также последовательность выполнения операций и режимы работ. Приведены технологические требования на выполнение элементов обмотки: переходов, транспозиций, изоляции и т. п. В таблице обмоточных данных чертежа обмотки указаны марка провода, сечение, число витков, слоев, основные размеры катушки и обмотки. В развертке обмотки занумерованы каждая катушка и рейка, изображены все переходы, транспозиции, отводы, концы обмотки. В чертеже указаны все изоляционные детали обмотки, их месторасположение, а также тип обмотки и направление намотки. В зависимости от направления намотки (правая или левая) намотку начинают справа налево - при левой намотке, или слева направо - при правой намотке; при этом рабочий-намотчик находится с рабочей стороны передней приводной бабки станка. Намотку обмоток диаметром свыше 500 мм, как правило, выполняют обмотчик и подручный, который в процессе намотки обмотки находится с противоположной стороны обмотки и помогает основному рабочему в процессе работы. 28.2. ТЕХНОЛОГИЯ НАМОТКИ РАЗЛИЧНЫХ ТИПОВ ОБМОТОК: ЦИЛИНДРИЧЕСКИХ, ДИСКОВЫХ, НЕПРЕРЫВНЫХ, ПЕРЕПЛЕТЕННЫХ, ВИНТОВЫХ Цилиндрическую обмотку выполняют одно-, двух- и многослойной (рис. 28.2, а, б) из обмоточного провода как круглого, так и прямоугольного сечения. Слой обмотки составляют витки, уложенные вплотную в осевом направлении. Витки состоят из одного или Рис. 28.2. Намотка цилиндрических обмоток нз прямоугольного провода. а - укладка первого витка на шаблоне, б - укладка последнего витка перед переходом во второй слой; / - шаблон; 2 - опорная шайба; 3 - уравнительный клин; -затяжные петлн; 5 -отвод; 6 - бандаж. нескольких параллельных проводов, располагаемых обычно рядом в осевом направлении обмотки. Соединение между слоями осуществляется переходом без пайки. Обмотки из прямоугольного провода выполняются в один или несколько параллельных проводов с укладкой плашмя или на ребро. Обмотки изготавливаются одно- и двухслойными. Намотка витков производится обычно на бумажно-бакелитовый цилиндр или гильзу, склеенную из картона. Концы проводов заданной длины изгибают под прямым углом, в местах изгиба между параллельными проводами прокладывают кабельную бумагу или лакоткань и изолируют киперной лентой в полуперекрытие начальный вывод обмотки. Затем вывод обмоток укладывают в прорези упор-  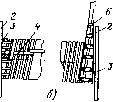 ной шайбы шаблона и закрепляют винтовым зажимом. Для выравнивания винтовой поверхности крайнего витка на шаблон надевают разрезное бакелитовое кольцо (или клин из электроизоляционного картона) и закрепляют его петлями из киперной ленты (в форме восьмерки), как показано на рис. 28,2, а. Отрегулировав и установив требуемое натяжение провода, начинают намотку витков первого слоя с частотой врашения станка, равной 18-36 об/мин. В процессе намотки витки скрепляют петлевыми стяжками из киперной ленты, последовательно пропуская ее поверх провода и под проводом. Каждый виток укладывают вплотную к предыдущему рядом с ним вдоль оси обмотки и, контролируя натяжение провода во время намотки, продолжают намотку заданного числа витков первого слоя, подбивая витки деревянным клином (при малых размерах обмоток) или используя приспособление для осевой и радиальной подпрессовки (при намотке крупных обмоток). Не доматывая 4-5 витков до конца обмотки, закладывают 3-4 стяжные петли, которыми закрепляют последние витки слоя. При укладке последнего витка первого слоя обмотки намечают место перехода витка во второй слой и к нему прикрепляют бандажом уравнительное кольцо, которое затягивают петлей, как показано на рис. 28.2, б. Затем укладывается междуслоевая изоляция из кабельной бумаги и наматывается следующий слой обмотки. При однослойной обмотке отрезают провод, изгибают и закрепляют бандажом выводной конец обмотки. В обмотках, имеющих между слоями масляный канал, на междуслоевую изоляцию устанавливается специальная гофрированная картонная прокладка или дистанционные рейки (из картона или дерева). Аналогично описанному выравнивают торцы обмотки кольцами или клиньями. Закончив намотку всех витков обмотки, отмечают длину и место выводного конца обмотки и отрезают провод. Конец обмотки изгибают под углом 90°, изолируют и закрепляют в вырезе упорной шайбы шаблона. На готовую обмотку по концам или всей длине накладывают бандаж из отбортованной кабельной бумаги или киперной ленты в полуперекрытие. Сняв готовую обмотку с шаблона, ее связывают в осевом направлении четырьмя стяжками киперной ленты и подают на проверку числа витков, а затем на сушку или пропитку в лаке. Если производится пропитка обмотки в лаке, то обмотки загружают в решетчатые (сетчатые) контейнеры, которые вначале вместе с обмотками погружают в бак с лаком, а затем ставят в печь для запекания. Обмотки из круглого провода выполняются многослойными, в один или несколько параллельных проводов в витке с укладкой их рядом в слое. Каждый виток в слое укладывается вплотную к предыдущему витку в осевом направлении намотки с переходами из слоя в слой на обоих торцах обмотки. Для защиты от механических повреждений под крайние витки каждого слоя укладывают так называемый бортик -узкую полосу электроизоляционного картона, приклеенную к более широкой полосе кабельной бумаги. Намотка этих обмоток производится с большой частотой вращения- 100-163 об/мин. Плотную намотку и укладку витков осуществляют с помощью натяжного устройства и укладчика витков. Изготовление многослойных обмоток из круглого провода начинают с изгиба и изолировки конца обмотки, который затем закрепляют на шаблоне. В зависимости от направления намотки на установленный бумажно-бакелитовый цилиндр слева или справа укладывают бортик и наматывают первый виток так, чтобы он прижимал телефонную бума- с± гу и упирался в полоску изэлект- 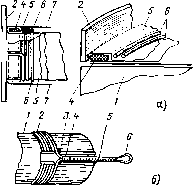 Р и с. 28.3. Намотка многослойных обмоток из круглого провода. а - закрепление опорной концевой изоляции С/- шаблон; 2 -упорная шайба; 3 - отвод; 4 - концевая изоляция - бортик из электроизоляционного картона; 5 - телефонная бумага; 6-витки обмоткн; 7 -междуслоевая изоляция); 6 - отвод петлей н его изолирование (1 - шаблон; 2 - витки обмоткн; 3 - электрокартонная коробочка: 4 - бандаж петли; S - трубка из лакоткани; 6 - конец петли). роизоляциоиного картона. Следующие витки укладывают плотно один к другому, при этом бумажная лента зажимается крайними витками обмотки, а бортик надежно изолирует торец обмотки. За 5-6 витков до конца первого слоя устанавливают второй бортик вплотную к опорной шайбе шаблона и производят намотку витков так, чтобы последний виток первого слоя упирался в полоску из электроизоляционного картона. Место перехода во второй слой изолируют телефонной или кабельной бумагой. Аналогично производят намотку всех слоев обмотки. Междуслоевая изоляция, как показано на рис. 28,3, а, укладывается по всей высоте обмотки. Для образования осевого канала равномерно по окружности укладывают рейки из дерева или электроизоляционного картона и закрепляют их киперной лентой, после чего устанавливают концевую изоляцию и наматывают первые витки очередного слоя обмотки. Для образования канала применяют также прокладки из гофрированного картона. Регулировочные отводы обмотки выполняются в виде петли собственным проводом или из петли полос ленточной меди. Петля нужной длины скрепляется тафтяной лентой, изолируется лакотканью, укладывается в отбортованную коробочку из электроизоляционного картона и закрепляется бандажом, как показано на рис. 28.3, б. На готовую обмотку накладывают бандаж из тафтяной ленты или кабельной бумаги, и обмотка поступает в сушку (или пропитку). Многослойные цилиндрические обмотки высоковольтных трансформаторов выполняют проводом круглого и прямоугольного сече-
|