
|
| |
|
Главная
>
Производственный и технологический процесс иий, в последнем случае с расположением провода как на ребро, так и плашмя. Наиболее распространенной конструкцией цилиндрической ре-гулировочной обмотки (РО) является двухслойная обмотка, которая состоит из двух концентров. Концентр грубой регулировки изготавливают как обычную цилиндрическую обмотку из прямоугольного провода, укладываемого плашмя или на ребро. Донцентр тонкой регулировки наматывают как бы многозаходным (по числу ответвлений обычно равным 8). Такая обмотка состоит шз 8 ходов (ветвей), наматываемых одновременно. Каждый такой ход может состоять из одного или нескольких проводников, располагаемых рядом плашмя или на ребро. Намотку обмотки РО шроизводят на раздвижных оправках как на горизонтальных, так л на вертикальных намоточных станках. В зависимости от расположения провода при намотке на ребро (или плашмя) его концы .пропускают через соответствующее натяжное приспособление и начинают намотку первого слоя обмотки, укладывая витки непо->средственно на бумажно-бакелитовый цилиндр. В процессе изготовления производят прессовку в осевом и радиальном направлениях с помощью приспособления, установленного на штанге намоточного станка. Отрегулировав пружины механизма прижима валика, создают стабильное радиальное давление на наматываемые витки обмотки. В процессе намотки механизм прижима, передвигаясь по винту, обеспечивает и осевую прессовку обмотки. Особенностью намотки обмоток с укладкой в слое двух и более лроводников является выполнение групповых транспозиций iB начале каждого слоя, когда две группы проводов одного слоя лиеняются местами. Намотка обмоток из фольги производится на станках с горизонтальной осью вращения. Сам процесс намотки обмоток из 450льги значительно проще и менее трудоемок, чем процесс на-.мотки из провода (рис. 28.4), однако требует наличия либо специальных намоточных станков, либо специальных отдающих Зстройств, пристраиваемых к горизонтально-намоточным станкам для намотки обмоток из провода. Отдающее устройство должно обеспечить установку на него одного или нескольких рулонов из фольги, одного рулона изоляционной ленты или бумаги для подмотки с торцов, механизма отрезки фольги и бумаги, сварочного агрегата для приварки отводов к фольге или лент фольги между собой. Технология намотки обмоток из фольги на витые магнитопроводы имеет свои специфические особенности. Главное из иих это то, что намотка обмотки НН производится непосредственно на стержень магнитопровода, а намотку обмотки ВН производят непосредственно на обмотку НН на том 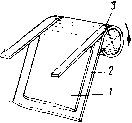 Р и с. 28.4. Намотка обмотки из фольги. / - фольга; 2 - между- лоевая изоляция; 3 -под-моточиая полоса же станке. Это выполняется на специальных станках, обеспечивающих намотку как обмоток НН, так и обмоток ВН. Намотка обмотки или, вернее, вмотка обмотки производится на специальную разборную оправку, размещаемую в изоляционном промежутке между магиитопроводом и обмоткой. После намотки всей обмотки оправка разбирается и вынимается из обмотки, а последняя закрепляется на магнитопроводе с помощью расклинивающих планок. Присоединение отводов к фольге может быть осуществлено с помощью холодной сварки, сварки ультразвуком или аргонно-дуговой. Дисковая катушечная обмотка состоит из ряда отдельно намотанных одинарных или двойных катушек, каждая из которых; имеет несколько витков, намотанных один на другой по спирали в радиальном направлении. Намотку таких коротких частей обмотки производят на станках, имеющих только одну переднюю бабку, на которой устанавливают универсальный шаблон. Катушки дисковой обмотки могут отличаться размерами диаметров обмотки, количеством витков, размерами и изоляцией обмоточного провода, толщиной дополнительной изоляции катушек. Технологический процесс намотки катушек аналогичен для всех исполнений.. Наиболее простой является намотка одинарных катушек. Так как: отдельные катушки, выполненные в виде плоской спирали, не имеют направления, намотку всех одинарных катушек производяг либо по часовой стрелке (левыми), либо против часовой стрелки-(правыми), укладывая витки один на другой в радиальном направлении. Двойные дисковые катушки считаются правыми, если провод; от верхнего наружного конца идет по часовой стрелке, и левыми если направление провода против часовой стрелки. Чтобы обеспечить заданное направление намотки дисковой обмотки при ее намотке двойными катушками, намотку первой из них начинают по часовой стрелке - при левой намотке и против часовой-стрелки- при правой намотке. Намотку второй катушки следует производить в обратном направлении, поэтому, намотав все витки-первой катушки, ее связывают в 4-6 местах кусками кипернош ленты, отрезают провод, конец катушки выгибают и закрепляют бандажом, а к концу внутреннего витка (начало обмотки) припаивают конец провода со второго барабана. При намотке второй* катушки изменяют направление вращения планшайбы, рабочий-намотчик меняет рабочее место и продолжает намотку второй* катушки обмоточным проводом с другого барабана, установленного с противоположной стороны станка. Таким образом получают обе катушки с одинаковым направлением намотки. Если виток состоит из нескольких параллельных проводов, то на внутренних переходах между двумя спаренными катушками-выполняют перестановку (транспозицию) параллельных проводов. Намотку катушек меньших размеров (диаметром до 1500 мм) производят без внутренней пайки, но с перемоткой витков одной-катушки. Намотку осуществляют с одной стороны станка, изме- няя только направление вращения планшайбы. Вначале производят временную намотку витков одной катушки на вспомогательный шаблон (рис. 28.5), закрепленный неподвижно на одном шпинделе с основным шаблоном. Витки укладывают рядом, как при намотке слоевой обмотки; длина провода, намотанного на вспомогательный шаблон, должна соответствовать длине всех витков одной катушки. Закончив временную намотку, выгибают и изолируют переход в первую катушку и на основном шаблоне производят намотку первой катушки. После намотки последнего витка отмечают требуемую длину конца, закрепляют его струбциной, связывают катушку в 3-6 местах киперной лентой, обрезают конец обмоточного провода и отгибают конец катушки. Рис. 28.5. Намотка катушек дисковой обмотки на вспомогательном шаблоне. / - швеллер намоточного станка; 2 - упорный диск; 3 - стопорный винт; 4 - шаблон для намоткн с уложенной поверх полосой из электрокартона; 5-полоса из электрокартона; 6 - оправка для временной намотки второго диска; 7 - обмоточный провод; 5 - направляющий ролик. Для намотки второй катушки изменяют вращения станка и используют провод, ранее намотанный на вспомогательный шаблон. Освободив фиксацию вспомогательного шаблона (теперь он может вращаться на шпинделе), пропускают провод через натяжное приспособление, производят намотку второй катушки рядом с уже намотанной первой. Обе катушки имеют одинаковое направление намотки. Концы каждой катушки маркируют, выбивая клеймом номер катушки и фазу обмотки. При проверке катушек измеряют сечение и толщину изоляции обмоточного провода, радиальный размер, число витков, внутренний и наружный диаметры, а также правильность выполнения переходов и их изоляции. При необходимости на катушку накладывают дополнительную изоляцию бумажными лентами в полуперекрытие, выполняемую на специальном изолировочном станке [16]. Изготовление дисковых катушек - весьма трудоемкий технологический процесс. Он существенно упрощается при намотке их яа вертикально-намоточных станках. Целесообразно также применять склейку витков в процессе намотки: на обмоточный провод специальным приспособлением наносится тонкий слой метил-целлюлозного клея. Катушка со склеенными витками получается 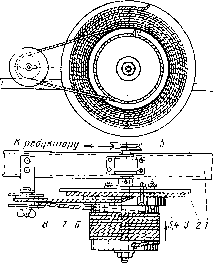 монолитной, жесткой, удобной для транспортировки и выполнения технологических операций изолирования и сборки. Непрерывные обмотки трансформаторов различных мощностей и напряжений отличаются числом витков и катушек, сечением и изоляцией обмоточного провода, числом параллельных проводов, размерами каналов и числом реек, расположением регулировочных петель и ответвлений, осевыми размерами, внутренними и наружными диаметрами, расположением присоединяемых катушек, наличием или отсутствием емкостных колец и др. Поэтому наличие тех или иных конструктивных элементов существенно влияет на технологический процесс изготовления обмоток. Непрерывная обмотка состоит из ряда катушек с каналами между ними. Число катушек в обмотке от 30 до 150. В каждой катушке витки наматываются плашмя один на другой по спирали, т. е. высота катушки равна ширине провода. Число витков В катушке от 2 до 40-50. Катушки непрерывной обмотки наматываются на рейках, образующих вертикальные каналы вдоль внутренней поверхности обмотки. На рейки надеваются прокладки, с помощью которых создаются горизонтальные каналы между катушками. Каждый виток обмотки может состоять из одного или нескольких параллельных проводов. Такое выполнение снижает потери на вихревые токи в обмотках и облегчает намотку катушек. Транспозиция параллельных проводов выполняется в процессе намотки на каждом переходе из катушки в катушку, этим достигается выравнивание их активного и реактивного сопротивлений. Непрерывность намотки обеспечивается в результате перекладывания витков в перекладных катушках. Перекладные ка-ггушки вначале наматываются как обычно, а затем витки этих катушек перекладывают в обратном порядке. Переходы из катушки в катушку (внутренний и наружный) осуществляются на уровне крайнего (соответственно внутреннего или наружного) витка изгибом провода на ребро. Технологические процессы намотки непрерывных обмоток аналогичны для всех исполнений обмоток трансформаторов 10- 330 кВ, но вследствие разнообразия конструкций применяются различные схемы их намотки (рис. 28.6, а-з). Намотку обмоток можно производить как на горизонтальных, так и на вертикальных намоточных станках. Рассмотрим намотку непрерывных обмоток на горизонтально-намоточном станке. Вначале ознакомимся с простейшим случаем намотки непрерывной обмотки, когда катушки имеют целое число витков, сечение витка состоит из одного провода с нормальной изоляцией, концы обмотки расположены снаружи, намотка левая по прямой схеме (рис. 28.6, а). Выполнив подготовительные работы перед намоткой, закрепляют концы провода требуемой длины за деревянную планку (вырез в опорном диске или луч раздвижного шаблона), ослабляют натяжение провода и включают станок, направление вращения -по часовой стрелке. Производят намотку первой перекладной катушки за несколько 14 Зак. 953 приемов: вначале наматывают без натяжения витки временной катушки (рис. 28.7, а, б) и выполняют переход в следующую катушку (рис. 28.7, в), затем вручную выполняют перекладку витков временно намотанной катушки (рис. 28.7, г, д), передвигают всю катушку на ее прежнее место и затягивают витки до задан- 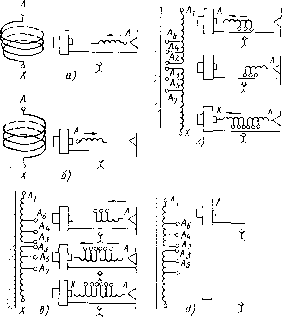 -OJE/ 1 Г < X 3) Рис. 28.6. Типовые схемы непрерывных обмоток. а -левая прямая схема обмотки; б -правая прямая схема обмотки; в - левая прямая схема обмотки с наружными отводами; г - левая прямая схема обмотки с внутренними отводами; д - правая прямая схема обмотки с наружными отводами; е - правая прямая схема обмотки с внутренними отводами; ж - оборотная схема обмоткн с наружными отводами; 3 - оборотная схема обмотки с внутренними отводами. ного радиального размера (рис. 28.7, е). Перекладку витков временно намотанной катушки производят по одному витку в последовательности, обратной принятой при намотке; вначале снимают верхний виток и укладывают его на рейки из электроизоляционного картона, затем снимают следующий виток и укладывают на ранее снятый и т. д. Когда последний (нижний) виток временно намотанной катушки будет уложен поверх получившейся после перекладки катушки, на нее устанавливают 4-8 (в зависимости от диаметра обмотки) П-образных зажимов для устранения рассыпания витков катушки при затяжке. Катушку с уже окончательно переложенными витками передвигают на ее постоянное место - вплотную к дистанционным прокладкам и выполняют затяжку витков с помощью натяжного 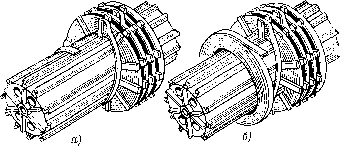 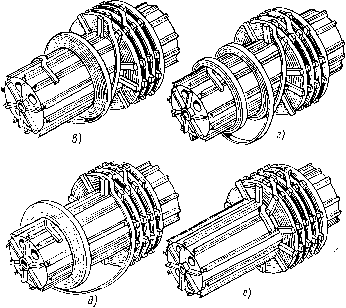 Рис. 28.7. Процесс намотки катушек непрерывной обмотки (виток из одного провода). а -выполнение наружного перехода постоянной катушки н иамотка первого витка перекладной катушки; б - намотка витков перекладной катушки; в - выполнение переходов перекладной катушкн; г-перекладка витков временной катушки; а - закончена перекладка витков катушки; е - перекладная катушка с внутренним переходом для намотки постоянной катушкн. приспособления. В процессе затяжки уплотняют витки секции легкими ударами деревянного молотка в осевом и радиальном направлениях, а затем закрепляют конец обмотки бандажом из киперной ленты или специальной струбциной. Передвигают по 14 419
|
|||||||||||||