
|
| |
|
Главная
>
Производственный и технологический процесс рейкам дистанционные прокладки (образующие канал между второй и первой катушками) и производят намотку постоянной катушки с необходимым натяжением провода и уплотнением витков катушки. Плотность намотки витков катушки и контроль натяжения обеспечивают специальные устройства (см. рис. 28.1). По окончании намотки постоянной катушки на нее устанавливают П-образный зажим-фиксатор, отмечают переход в следующую, 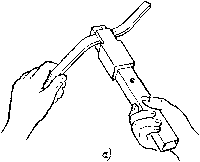  5 5 Рис. 28.8. Выполнение переходов. в -изгиб провода для переходов; б - изолирование внутренних переходов формежанны-ми коробочками; в - изолирование внутренних н наружных переходов изолирующими прокладками; / - провод; 2 -коробочка формованная; 3-прокладка фасонная; 4 -бандаж из ленты; S - прокладка простая с отверстиями. третью (перекладную), катушку, выполняют наружный переход и продолжают намотку. На рис. 28.7 а-е для большей наглядности изображен процесс намотки пятой, а не первой катушки. Все сказанное в тексте относится ко всем катушкам, начиная с первой. Во всех обмотках переходы (рис. 28.8, а-в) являются одним из самых опасных мест, так как там наиболее вероятно повреждение изоляции, поэтому они должны быть выполнены очень надежно и аккуратно. В процессе намотки каждый переход выгибают гибочным приспособлением (рис. 28.8, а) таким образом, чтобы он не выступал в соседний канал, а центр изгиба располагался в середине промежутков между прокладками (по центру поля). После гибки переходы дополнительно изолируются. Внутренний переход всегда изолируется прокладкой или коробочкой, накладываемой на провод сверху, а наружный - снизу (рис. 28.8,6). Третью катушку выполняют так же, как и первую. Вначале передвигают необходимое число дистанционных прокладок вплотную ко второй катушке, укладывая один виток на другой; после укладки последнего витка выполняют внутренний переход в четвертую (постоянную) катушку, производят перекладку и затягивают витки, как описано выше. После установки прокладок между третьей и четвертой катушками производят намотку четвертой (постоянной) катушки, выполняют наружный переход из четвертой в пятую катушку и продолжают намотку последующих катушек, повторяя технологические приемы намотки постоянных и перекладных катушек. В нашем примере все нечетные катушки наматывают с перекладкой витков и выполнением внутренних переходов, а все четные постоянными, с наружными переходами. Если требуется выводные концы обмотки расположить внутри, то намотку нечетных ; II II II II II М IICllll М II I) 11-П-П-ГГ- 1! па тушка II II II II II II IKVII II II II II II II II II II IL.- II II II II IIVnII II II II II II II TT-rr II 11 II II и II ir II II II II II II 1Г %3-Я 1 и т.д. II II II 1Г и II II II II 11 IINII 1! II II II II II и 11 , , - II И II II II II l;llll II II II II II II II Pf °f, f II II II II 11~ТТ-П\11 II II II II II llfSX II II II и II II UNs II II II II LL II II II mKamyiMffcL Дии iiUilirjjUji UilllilliJJil rii II II II 11, ihTii ii ii ii ii ii 11 li ii II il II N IIVI II ll fl II II 11 M II II II iLii II 1КЧ1 11 II II II II 11 II II 11 II in 1-П-rxm-n-П-П-П-П-П-П-ГГ-i-1. 11 11 i ч Я катушка. Рис. 28.9. Расположения начала обмотки и переходов нз одной катушки в другую (непрерывная обмотка в развернутом виде). а - целое число витков в каждой катушке; 6 - дробное число витков в каждой катушке. катушек производят постоянными, а четных - перекладными. При целом числе витков в каждой катушке начало и конец, а также все переходы будут расположены в одном поле между первой и последней рейками, как показано на рис. 28.9, а. Цифрами на развертке указаны рейки. Всего их в изображенной обмотке 16. Начало обмотки и все переходы из катушки в катушку выполнены между рейками 1-16. Но не всегда обмотка имеет целое число витков в каждой катушке. Иногда общее число витков в обмотке такое, что на каждую катушку приходится дробное число витков. В этом случае каждая катушка должна иметь целое число витков плюс какую-то долю одного витка. В результате начало обмотки и переходы из катушки в катушку будут взаимно смешены на какую-то часть окружности. Возьмем для примера случай, когда каждая катушка имеет 4Vi6 витка. Расположение начала обмотки и пере-кходы из катушки в катушку получаются так, как показано на 3578 рис. 28.9,6. Начало обмотки расположено между рейками 1-16. Переход из первой во вторую катушку- расположен между рейками 15 и 16, т. е. по отношению к началу смешен на 1/16 окружности. Переход из второй катушки в третью расположен между 14 и 75 и т. д. В результате после шестнадцатой катушки один полный виток не будет доложен. Если бы не докладывать 2/16 долей окружности на каждой катушке, то после шестнадцатой оказались бы не доложенными два витка. В той части витка, где не 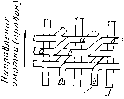 Начало обмотни. 22-я гтп 1./-Я /у) На\-ало J обмап/ff Сечение вит на в натушнасс □ г-л з-л\ Рис. 28.10. Переходы между катушками непрерывной обмотки с транспозицией параллельных проводов. о - виток состоит из двух проводов; б - виток состоит из четырех проводов. выдерживается радиальный размер катушки из-за недооборота долей витка, необходимо выравнять радиальный размер катушки, проложив полосу изоляционного картона между витками, т. е. выполнить разгон радиального размера катушки. В тех случаях, когда витки обмотки состоят не из одного, а из нескольких параллельных проводов, процесс намотки ведется так же, как и в случае одного провода, за исключением выполнения переходов из одной катушки в другую. В предыдущем случае, когда рассматривали обмотку из одного провода, имели только один переход из катушки в катушку. В случае многопараллельной обмотки число переходов между катушками будет соответствовать числу параллельных проводов обмотки. Особенностью выполнения переходов многопараллельной обмотки является то, что во время выполнения переходов провода меняются местами: верхний провод становится нижним, второй провод сверху делается вторым снизу и т. д. В качестве примера возьмем обмотку из двух параллельных проводов, изображенную на рис. 28.10, а. В первой катушке провод б находится вверху, а провод а -внизу. После перехода во вторую катушку провода поменялись местами: провод б становится нижним, а провод а -верхним и т. д. Аналогичная картина получается при большем числе параллельных проводов. Возьмем, например, обмотку из четырех параллельных проводов (рис. 28.10,6). Провод а, находившийся в первой катушке, находится наверху, во второй катушке стал нижним; провод б в первой катушке был вторым сверху,; а во второй катушке он стал 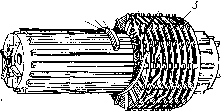 третьим сверху, провод в первой катушке был третьим сверху, во второй катушке он стал вторым сверху и, наконец, провод г в первой катушке был нижним, а во второй катушке стал верхним. Указанное изменение расположения проводов (транспонирование) делается для того, чтобы все параллельные провода имели одинаковую длину и находились примерно в одинаковом положении в магнитном поле. Рассмотрим транспонирование трех параллельных проводов {1-3) витка обмотки с помощью технологического клина / 2 7 2 J Рис. 28.11. Транспонирование параллельных проводов витка непрерывной обмотки (виток состоит из трех проводов). (рис. 28.11). Намотав заданное число витков постоянной катушки, все параллельные провода последнего витка скрепляют зажимом или связывают лентой (для удобства транспонирования), размечают наружные переходы проводов в следующую перекладную катушку и изолируют их. Вначале изгибают верхний провод, затем второй и последним выгибают третий провод, смещая изгибы каждого последующего провода на одно поле. Чтобы на рейки плавно опустить наружные переходы, расположенные сверху постоянной катушки, применяют технологический (ступенчатый по высоте) клин, который устанавливают на рейки под первый виток перекладной катушки. Применение клина обеспечивает полное прилегание одной параллели витка к другой и правильное расположение всех переходов в заданных полях. На клине укладывают переходы в требуемой последовательности, располагая на каждой ступени по переходу. Первый нижний переход укладывают на первую ступень клина, следующий переход на вторую и так далее, последним на клин укладывают верхний переход первого витка. После укладки переходов на клин изменяется расположение всех параллелей первого витка, т. е. нижний проводник становится верхним, и наоборот, как это показано на рис. 28.11. Намотав первый виток на клин, второй виток наматывают рядом с ним, а последующие витки укладывают на второй и продолжают намотку в обычном порядке. Взаимное смешение проводов в переходах усложняет счет витков, определение начала и конца катушки, что чрезвычайно важно при намотке. Для того чтобы было единообразие в изготовлении обмоток, практикой выработано определенное правило: если виток состоит из нечетного числа параллельных проводников, счет витков и определение начала и конца катушки ведут по среднему проводу; при четном числе параллельных проводников счет витков и опре- деление начала и конца катушки ведут по последнему проводу первой половины или по первому проводу второй половины (см. рис. 28.10,а, б). Непрерывная обмотка может иметь регулировочные ответвления. При концентрическом расположении обмоток на стержне магнитопровода регулировочные и другие ответвления от внутренних обмоток выходят вверх и вниз вдоль внутренней и наружной поверхностей своей обмотки. При этом в одном поле (между столбами прокладок) помещают один или два отвода. Отводы выполняются из ленточной меди, когда они припаиваются к внутреннему витку, или из обмоточного провода-при присоединении отвода к наружному витку катушки. Заготовки отводов в виде отдельных полос ленточной меди или отдельных проводов вначале собирают в пакет заданного сечения, затем изолируют полосами кабельной бумаги и опрессовывают на прессе. Концы отводов выгибают так, чтобы обеспечить высококачественное выполнение паек с последующим изолированием мест паек и укладкой прокладок, изолирующих отводы от катушек обмотки. Пайку отводов выполняют вблизи переходов. Место пайки тщательно зачищают и изолируют лакотканью, строго выдерживая длину конуса не менее 10-кратной толщины накладываемой изоляции. Под припаянный регулировочный отвод укладывают и бандажируют электроизоляционные прокладки, привязывая их к катушкам обмотки киперной лентой. Применяют обычно две схемы обмоток с регулировочными ответвлениями- прямую и оборотную. При прямой схеме (рис. 28.12) обмотка имеет разрыв в середине (см. рис. 28.6, в, г). Регулировочные ответвления делаются в месте разрыва. Обе половины обмотки являются продолжением одна другой. Поэтому после намотки и пайки отводов первой половины обмотки начинают намотку второй половины. При этом направление намотки витков остается тем же и процесс намотки второй половины точно такой же, как и первой. Рассматривая рис. 28.12, мы все время имели в виду, что регулировочные ответвления делались от верхних витков катушек, и таким образом они получались на наружной поверхности обмотки (см. рис. 28.6, в, д). Между тем бывают случаи, когда ответвления делают от нижних витков катушек, и тогда они располагаются не на наружной, а на внутренней поверхности обмотки, т. е. между катушками и цилиндром. В этом случае процесс намотки обмоток производят иначе: намотку первой половины начинают с середины цилиндра и ведут в направлении к одному из его концов (см. рис. 28.6, г, е). Затем весь шаблон вместе с первой половиной намотанной на него обмотки переворачивают на 180 и намотку второй половины начинают с середины цилиндра в направлении другого его конца. Рассмотрим теперь намотку обмотки по оборотной схеме, когда обе половины обмотки имеют разное направление намотки. Намотка ее не отличается от описанной выше. Следует лишь точно учитывать расположение отводов - внутри или снаружи обмотки. Если отводы должны быть расположены снаружи, то намотку надо начинать с конца цилиндра и вести ее по направлению к середине. После намотки первой половины весь шаблон вместе с намотанной на него первой половиной обмотки следует развернуть на 180° и, начиная от изготовленной половины, продолжить нзмотку дальше. В результате получим, что обе половины обмотки Дп gp п -II II II I Отводы Начало у\г~оомотки 1 половипа оомотки. MMeBj п I II 11~П и-и-U U Uj-v-L -LU-LL -U-U-LL. ii ii ii iFs :тгутгуп-п-rr ........ ТрТрИ II II I. IL II ii ii i -g: ЛЕ Il:ll ii ii и iii II I.....ttjptTrl II ii II II .4> регулировочные катушка инонец/половипы обмотки. Пачало2пол овины oSffomm и II и II II II II II II II II П . 4 регулировочные катушки. И II II II Отпайка \\ II II II II II ТЛ] и U и inr Конец 2полованы обмотки Рис. 28.12. Расположение отводов обмотки с прямой схемой (ответвления иа наружном витке катушки). будут иметь разное направление намотки витков (см. рис. 28.6,ж). В том случае, когда обмотку выполняют с внутренними отводами (см. рис. 28.6,3), процесс намотки начинают с середины шаблона. При этом как первая, так и вторая половина обмотки наматывается без переворачивания шаблона. В этом случае в обеих половинах обмотки также получается разное направление намотки витков. При намотке непрерывных обмоток трансформаторов большой мощности с диаметром обмотки более 1500 мм или большом радиальном размере катушек (больше 140 мм) перекладывание витков временных катушек затруднено, поэтому намотку таких обмоток выполняют одинарными катушками, в ходе намотки соединяя их концы пайкой [16, 24]. На горизонтальном станке намотка производится поочередно с барабанов, установленных по обе стороны намоточного станка. Обмотчик также меняет свое рабочее место и находится со стороны намотки. При намотке каждой катушки изменяют направление вращения планшайбы. Для упрощения технологии намотку таких обмоток более целесообразно производить на станках с вертикальной осью вращения (рис. 28.13).
|
||||||||||||