
|
| |
|
Главная
>
Производственный и технологический процесс Применение двух- и трехжильных подразделенных проводов в обмотках ВН трансформаторов большой мошности обусловило некоторые особенности ее намотки. Это прежде всего относится к выполнению транспозиции при переходах между смежными катушками. Если виток обмотки состоит из двух и более подразделенных проводников, то для выравнивания омического и индуктивного сопротивлений выполняют в указанных на развертке обмотки местах групповые транспозиции и транспозиции элементарных проводников подразделенного провода. При намотке обмоток на вертикально-намоточных станках вначале выполняют подготовительные работы для намоткн и стяжки обмотки. Поднимают планшайбу станка в крайнее верхнее положение, закрепляют на ней нижнюю прессующую плиту с уложенной на ней концевой изоляцией обмотки (для последующей стяжки) и разжимную оправку, настроенную на требуемый диаметр наматываемой обмотки. На оправку устанавливают цилиндр и закрепляют на нем комплект реек с частью набора дистанционных прокладок. Остальную часть дистанционных прокладок, набранных на полосы из электроизоляционного картона, подают к станку. Если по краям обмотки должны быть емкостные и дисковые кольца, то нижние кольца устанавливают на разжимную оправку заранее, после чего начинают намотку непрерывной части обмотки. Направление вращения станка изменяется при намотке каждой катушки. Разметив месторасположение внутренних переходов первой катушки на всех проводах витка, изгибают и изолируют переходы, закрепляют концы проводов на цилиндре и начинают намотку витков первой катушки в соответствии с заданным направлением намотки. Намотав первый виток, под внутренние переходы прокладывают электроизоляционные прокладки, после чего продолжают намотку оставшихся витков первой катушки. Намотанную катушку закрепляют струбциной, отрезают провода, изолируют и закрепляют наружный конец. Он является началом обмотки. Для продолжения намотки припаивают провода к ранее выполненным внутренним переходам намотанной катушки, изме- 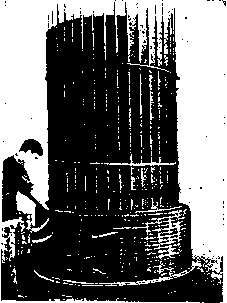 Рис. 28.13. Намотка высоковольтной обмоткн на вертнкально-намо-точном станке. няют направление вращения шпинделя станка, опускают по рейке дистанционные прокладки образующие каналы, и приступают к намотке витков второй катушки. Намотанную катушку закрепляют струбциной, выполняют наружные переходы и отрезают концы проводов. Затем устанавливают дистанционные прокладки и подготавливают намотку третьей катушки. Вначале размечают и изгибают внутренние переходы в четвертую катушку, затем изменяют направление вращения и производят намотку витков третьей катушки. Закрепив верхний виток, обрезают провода, после чего соединяют пайкой концы проводников : верхнего витка третьей катушки с концами второй катушки, заранее изогнутых в виде наружных переходов. В процессе намотки непрерывной части обмотки выполняют регулировочные ответвления и петли, как это было описано для намотки на горизонтальных станках. Для удобства работы регулируют высоту рабочей зоны, опуская ниже уровня пола шаблон с уже намотанной частью обмотки (рис. 28.13). После намотки последней катушки обрезают концы обмоточного провода, устанавливают емкостные кольца и производят пайку и изолировку концов обмотки и емкостных колец. Затем выполняют предварительную осевую прессовку обмоток, выравнивают все столбы дистанционных и замковых прокладок по отвесу, прошивают дистанционные прокладки обмоткн рейками или полосами, после чего сжимают лучи разжимной оправки и вынимают ее из обмотки. На верхнее емкостное кольцо устанавливают концевую изоляцию обмотки, технологические прокладки и подставки, опускают на них верхнюю прессующую плиту и стягивают обмотки с плитами стальными шпильками с помошью гайковерта. Отсоединив от планшайбы станка нижнюю прессующую плиту, поднимают мостовым краном стянутую обмотку и передают ее на технологическую обработку. Способ намотки обмотки одинарными катушками с последующей их пайкой имеет существенный недостаток - большое число паек, что безусловно снижает надежность обмоток. В настоящее время существуют способы непрерывной намотки без пайки на горизонтальных и вертикальных станках [16]. Переплетенная обмотка отличается от непрерывной обмотки последовательностью расположения витков в катушках. Если в непрерывных обмотках последовательность витков-1, 2, 3..... п, то для переплетенных обмоток последовательность иная - 1, (n/2-Hl); 2, (п/2-Ь2); 3, (n/2-ЬЗ); т, {п/2 + т), где п -число Витков в паре катушек; т - порядковый номер витка. В переплетенной обмотке разность напряжения между соседними витками в п/2 раз . больше, чем в непрерывной обмотке. Поэтому к изготовлению переплетенных обмоток предъявляются высокие технические требования (высококачественная пайка, высокая плотность намотки, постоянные размеры переходов и др.). Намотку переплетенных обмоток можно выполнять как на горизонтальных, так и на вертикальных намоточных станках. Как при непрерывной, так и при переплетенной обмотке поочередно лро-изводят намотку перекладных и постоянных катушек, транспонируя параллельные проводники витка при переходе из одной катушки в другую. В переплетенных обмотках (в отличие от непрерывных) число обмоточных проводов, используемых при намотке, равно удвоенному числу параллельных проводов витка обмотки. Для переплетенных обмоток широко используют подразделенный провод марки ПВП. Намотку переплетенных обмоток производят преимущественно на вертикальных намоточных станках без пайки концов смежных катушек (аналогично намотке непрерывных обмоток с применением П-образных зажимов) [16]. Винтовые обмотки трансформаторов выполняют как одноходо-выми, так и многоходовыми. Винтовая обмотка состоит из ряда витков, наматываемых по винтовой линии, с масляными каналами между ними. Каждый виток состоит из нескольких (от 7 до 140) одинаковых по сечению параллельных проводов, укладываемых плашмя в радиальном направлении. В зависимости от числа проводов в витке винтовая обмотка может выполняться одно-, двух-или многоходовой, т. е. вся обмотка состоит из двух и более отдельных винтовых обмоток, вмотанных в процессе намотки одна в другую. Параллельные провода винтовой обмотки расположены концентрически и находятся на разном расстоянии от ее оси. Если не принять специальных мер, то провода, расположенные ближе к оси, будут короче, а более удаленные от нее будут длиннее. Разница в длине и положении в магнитном поле параллельных проводов вызывает неравенство их активных и индуктивных сопротивлений и, следовательно, неравномерное распределение тока между ними. Для обеспечения равномерного распределения тока по проводникам и соответственно уменьшения добавочных потерь многоамперные обмотки выполняются с перекладкой параллельных проводов витка (транспозицией) в процессе намотки. Вертикальный канал вдоль внутренней поверхности винтовой обмотки и каналы между ее витками образуются такими же рейками и прокладками, как и у непрерывной обмотки. Намотка может быть правой и левой. Технологический процесс намотки винтовых обмоток одинаков для всех типов силовых трансформаторов. В зависимости от исполнения винтовые обмотки могут отличаться числом параллельных проводов в витке и количеством ходов, радиальным и осевым размерами витков, внутренними и наружными диаметрами, длиной и массой обмотки, сечением и изоляцией обмоточного провода, числом витков и видом транспозиций. При намотке винтовых обмоток очень важно установить барабаны с намотанным на них проводом и скомплектовать начальный конец (вывод обмотки). Технологические барабаны устанавливают на каретку в несколько рядов и в 2-3 яруса так, чтобы все концы от барабана нижнего яруса подводились к зажиму, располагаясь сверху барабана, а верхнего яруса - снизу барабана. Первона- чалькая укладка проводов производится для каждого вида транспозиций по определенной схеме с тем, чтобы при выполнении транспозиций окручивание проводов было бы минимальным [16]. Намотку винтовых обмоток значительно упрощает применение транспонированных проводов. Намотка обмотки, виток которой состоит из одного транспонированного провода (как бы одноходо-вой), производится аналогично простой (однослойной) цилиндрической обмотке с той только разницей, что после намотки каждого витка устанавливают дистанционные прокладки между витками. При сборке активной части трансформаторов I, II габаритов на конвейере надо заранее скомплектовать обмотки ВН и НН каждой фазы. Сборка обмоток на фазу производится на специальной гидравлической установке [22]. В обойму установки вкладывается обмотка НН, а в направляющие пазы обоймы вставляются клинья, после чего ,в лоток укладывается обмотка ВН. При включении установки цилиндр своим штоком давит иа обмотку НН и клинья, находящиеся в обойме, и запрессовывает их в обмотку ВН. Предварительная сборка обмоток сводит до минимума применение ручного труда и гарантирует высокое качество расклиновки обмоток. В ряде случаев намотку обмотки ВН удобно выполнять непосредственна на уже намотанную обмотку НН. При этом на обмотку НН устанавливают дистанционные рейки и цилиндр {бумажно-бакелитовый или мягкий) обмотки ВН, после чего наматывают обмотку ВН, как описано выше. Это так называемое пофазное производство обмоток широко рекомендуется прежде всего для трансформаторов I, II габаритов. В процессе намотки обмоток силовых трансформаторов возникает необходимость в соединении концов обмоточного провода. Для надежной работы трансформатора необходимо, чтобы эти соединения были прочны и обеспечивали надежный контакт, поэтому все соединения проводов при изготовлении обмоток выполняют только неразъемными, применяя следующие способы соединения: пайку - для соединения отдельных кусков обмоточного провода, отводов, демпферов, емкостных колец и других; сварку угольными электродами - для соединения обмоток иа круглого провода и аргонно-дуговую - для соединения отводов:.солонцами обмотки из алюминиевого провода; холодную сварку--для соединения алюминия с алюминием и алюминия с медь;;- : Д8.3. МЕХАНИЗАЦИЯ НАМОТКИ ОБМОТОК ТРАНСФОРМАТОРОВ Для намотки обмоток из круглого и прямоугольного проводов широко используются горизонтально-намоточные станки типа ТТ. Все типоисполнения этих станков имеют идентичную конструкцию. Принципиальное устройство станка с горизонтальной осью вращения рассмотрим на примере станка типа ТТ-23. Общий вид и основные узлы его показаны на рис. 28.14. Передняя бабка 2 станка помещается непосредственно на/фундамент и крепится анкерными болтами. В чугунном корпусе/Передней бабки монтируется шпиндель станка и механизм перемены скоростей. На переднем конце шпинделя консольно зреплена планшайба 5 с центром 6. Вращение планшайбе сообД1ается от электродвигателя 11 через клиноременную передачу, закрытую кожухом /. С помощью рукоятки переключения скоробтей 3 мож- 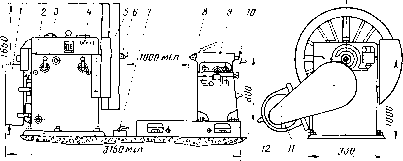 Рис. 28.14. Горизонтально-намоточный станок типа ТТ-23. НО последовательно ввести в зацепление разные пары шестерен, благодаря чему обеспечивается получение шести различных чисел оборотов планшайбы. Среднее положение рукоятки 3 является нейтральным, и планшайба отключается от привода. Это дает возможность при необходимости проворачивать планшайбу от )уки. Управление станком производится от ножной педали 7. 1ри нажатии на нее осуществляется пуск станка, при отпуске - остановка станка. Для торможения при остановке станка установлен ленточный тормоз. Задняя бабка 9 состоит из нижней литой чугунной тумбы и верхней корпусной части, несущей пиноль 8 с вращающимся центром. Пиноль перемещается путем вращения маховичка 10. Перемещение пиноли осуществляется с помощью винтовой пары. Тумба задней бабки может перемещаться вдоль станины и крепится к ней болтами. Станина 12 чугунная, коробчатой формы, устанавливается на фундаменте отдельно от передней бабки, благодаря чему при монтаже можно выбрать необходимое межцентровое расстояние между передней и задней бабками. Станина крепится к фундаменту анкерными болтами. Отсчет витков осуществляется счетчиком 4. Станок снабжен трехфазным электроприводом переменного тока. Изменение направления вращения шпинделя станка достигают путем изменения направления вращения электродвигателя. Привод допускает многократный толчковый режим работы. Тип станка и оптимальная скорость намотки выбираются в соответствии с типом и размерами наматываемой обмотки, формой и сечением обмоточного провода. Для намотки обмоток транс-430 форматоров I, П1 габаритов используют преимущественно станки типов ТТ-20, ТТ-21, ТТ-22 с укладчиком витков; для намотки обмоток трансформаторов IV-VI габаритов применяются станки типа ТТ-23; станки типа ТТ-24 (без задней бабки) применяются для намотки катушек дисковой обмотки. Рязанским станкостроительным заводом были созданы станки типов РТ-28 и РТ-29, которые нашли широкое применение при намотке обмоток трансформаторов V-VIII габаритов. В нашей стране впервые вертикально-намоточный станок был спроектирован и изготовлен на Запорожском трансформаторном заводе в 1961 г. В настоящее время в эксплуатации находятся станки двух типоисполнений, основные технические данные которых приведены в таблице. Конструкция станка (рис. 28.15) предусматривает размещение его траверсы 6 и приводного механизма 9 Рис. 28.15. Вертикально-намоточный станок. 1 - стойка; 2 - электропривод планшайбы; 3 - виит; 4 -редуктор; 5 -планшайба; 6 - траверса; 7 -верхняя рама; 5 -иастил раздвижной; 9 - привод подъема траверсы; 10 - привод раздвижения настила; - люк раз-движения настила; /2-механизм раздвижения настила; /3 -кожух; /< -настил; V5-анкерное крепление кожуха; /6 - эксплуатационный люк. ниже уровня пола в специальном котловане, и только планшайба 5 с укрепленной на ней оправкой для намотки обмотки может находиться над уровнем пола. Вращение планшайбы осуществляется электродвигателем постоянного тока 2 через клиноременную передачу и редуктор 4. Подвижная траверса перемещается тремя ходовыми винтами 3, закрепленными в нижней и верхней неподвижных рамах. Ходовые винты приводятся в движение приводом 9, укрепленным на нижней раме. Для вращения и вертикального перемещения планшайбы приводы имеют большой диапазон регулирования скорости. По мере намотки оправка с частью обмотки опускается вниз, благодаря чему рабочий может производить намотку на удобном для себя уровне. Для свободного доступа к механизмам, расположенным ниже уровня пола, предусмотрен Специальный люк 16. Конструкция станка обеспечивает свободный доступ к наматываемой обмотке. 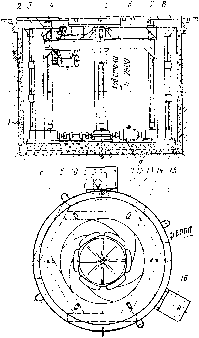
|