
|
| |
|
Главная
>
Производственный и технологический процесс 8 8 о (М о п ся см 2 => о о о <м со о со - со см со со о о о 8 f см 1л СО о   На предприятиях имеется целый ряд средств технологического оснанхения операций намотки. При намотке непрерывных обмоток необходимо производ!Ггь переход из одной катушки в другую непосле целого, а после дробного числа витков катушки. Выпускаемые промышленностью намоточные станки снабжены счетчиками только целого числа витков, поэтому рабочему в процессе намотки приходится непрерывно вести счет витков и долей витка, чтобы в ну:кный момент остановить станок и выполнить переход, в заданных полях. Это обстоятельство приводит к сниженик> . у\ \ \ \ 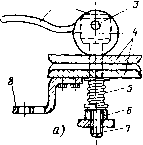 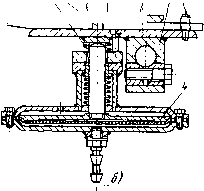 Рис. 28.16. Натяжные устройства. в - натяжное эксцентриковое приспособление (/-рукоятка; 2 - эксцентрик; J -ось; 4 - плаики тормозные; 5 -пружина; - гайки; 7 - винт; S -планкн); б - натяжное пневматическое приспособление (/ - палец разделительный; 2 - гайка; 3 - плаики тормозные;: ¥ -пневматическая камера; 5 -болт; 6 - пружина; 7 - крепление). производительности труда и не гарантирует безошнбочную-намотку обмоток. Для устранения этого недостатка создано специальное программно-счетное устройство к намоточным стан-кам [16], которое обеспечивает отсчет не только целого и дробнога числа витков в наматываемой катушке, но и подачу команд на торможение и остановку станка в нужном положении. Одним из важнейших условий хорошего качества обмотки является высокая плотность намотки витков, которая обеспечивается натяжением провода. Для осуществления плотной намотки применяют специальные натяжные устройства (рис. 28.16,а, б), устанавливаемые обычно на каретке с проводом. Наиболее простым является эксцентриковый зажим (рис. 28.16, а). Он состоит из двух стальных планок 4, между которыми закладываются провода. Натяжение проводов регулируется с помощью гаек 6, давление на планки передается через пружины 5. При утолщении: провода планки раздвигаются, что предохраняет изоляцию провода от неизбежного повреждения. Внутренние поверхности планок, по которым скользят провода во избежание порчи изоляции, должны быть хорошо отполированы. Для того чтобы вся облатка была намотана одинаково плотно, зажим должен быть отрегулирован в самом начале намотки на определенное усилие, сотррое должно оставаться постоянным. Между тем в процессе /йамотки обмоток периодически требуется поджимать провода. Для этой цели зажим имеет специальное устройство, состоящее ф эксцентрика 2 и рукоятки 1. Эксцентрик устроен так, что есцк рукоятку ловернуть вверх на 90°, планки дополнительно сжимадотся и движение провода затормаживается. Если опустить рукоятку снова вниз, прежнее усилие зажима восстановится. Натяжное пневматическое приспособление (рис. 28.16,6) имеет вместо эксцентрика пневматическую камеру. При подаче сжатого воздуха в камеру происходит зажим проводов, при выходе воздуха из камеры провода освобождаются. Пневматическая камера позволяет рабочему производить зажим и освобождение проводов, не сходя с рабочего места, с помощью воздушного крана, установленного на рабочем столике. Имеются более совершенные натяжные устройства с контролируемым усилием натяжения [16]. Устройства для подпрессовки винтовых и непрерывных обмоток в процессе намотки на горизонтально-намоточных станках обеспечивают усилия подпрессовки 1650-6000 Н. Они применяются при намотке обмоток диаметром 400-2800 мм и длиной до 3200 мм. Устройство для осевой подпрессовки является самостоятельным узлом, который монтируется сзади станка на двух стойках с верхней траверсой, по которой перемещается прессующая головка. Опорная плита прессующей головки, постоянно находясь -в контакте с витком наматываемой обмотки, обеспечивает автоматическую подпрессовку его с заданным усилием. Усилие подпрессовки регулируется в зависимости от размера провода. Обмоточные провода круглого или прямоугольного сечения устанавливают в специальные каретки (см. рис. 28.1). В настоящее время используется для этой цели большое разнообразие кареток, на которые может быть установлено различное число барабанов или бухт с обмоточным проводом. Каретки для транспонированного провода более массивные, имеют систему горизонтальных и вертикальных роликов для направления проводов. На них обычно не закрепляют тормозные устройства для создания натяжения проводов, так как плотность намотки обмоток обеспечивается механизмами осевой подпрессовки обмоток. В производстве обмоток мощных трансформаторов используются каретки, на которые можно устанавливать до 20 барабанов с транспонированными проводами, имеются и комбинированные каретки, пред-лазначенные для барабанов с обычными или транспонированными проводами. Для намотки обмоток используются различные конструкции шаблонов и оправок (рис. 28.17,а, б). Выбор той или иной конструкции обусловливается рядом соображений: типом обмотки, сечением и числом проводов, характером производства, оборудо- 3 9 12 7  Рис. 28.17. Шаблоны и оправки для намотки обмоток. о - шаблон сварной (цилиндр металлический); б - универсальная оправка. 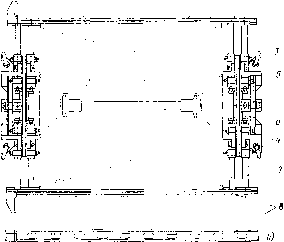 ванием, используемым при намотке, и др. К шаблонам и оправкам предъявляются основные требования: они должны обеспечивать правильность геометрической формы и требуемую точность внутреннего диаметра обмотки, обеспечивать намотку обмоток с различным числом реек в определенном диапазоне диаметров и удерживать в исходном положении рейки как в процессе намоткн обмоток, так и при транспортировке, кантовке, опрессовке и сушке. Шаблоны и оправки должны легко извлекаться из обмоток не повреждая их, быстро и легко устанавливаться и сниматься со станка, быть безопасными в работе, по возможности универсальными или переналаживаемыми, обеспечивать кантовку н транспортировку совместно с обмоткой. На рис. 27.17, а показана одна из конструкций сварного шаблона для намотки крупных винтовых и непрерывных обмоток.. Основным элементом шаблона является цилиндр /, в котором вварены четыре диска 2 и-З. Сквозь диски проходит труба 7 с запрессованными в нее втулками 9. По торцам шаблона приварены ребра жесткости 4 с отверстиями 8 для подъема и втулками для соединения с поводком. В ребра введены втулки 6 для ведущих пальцев поводка. Для правильного расположения деревянных реек параллельно оси шаблона приварены два упора 5 (иногда при- варивают по две или три пары таких упоров). Такие шаблоиы-дилиндры довольно просты в изготовлении и прочны, нолало универсальны, так как на каждом шаблоне можно нама/ывать обмотки только одного внутреннего диаметра и одной, длины. Изменение диаметров в ограниченном диапазоне (100150 см) можно осуществлять с помощью деревянных реек, изменяя их высоту, но для производства реек требуется значительное количество дерева, дополнительное оборудование и площади. На ряде заводов применяется универсальная разжимная оправка, показанная на рис. 28.17,6. Такие оправки предназначены для намотки обмоток силовых трансформаторов на горизонтально-н вертикально-намоточных станках. Оправки дают возможность производить намотку обмоток всех типов, имеющих внутренний диаметр не менее 600 мм и массу не более 1250 кг. Восемь типоразмеров оправок охватывают диапазон диаметров 600-2800 мм; возможна намотка обмоток длиной 500-3200 мм. Преимущества этой оправки очевидны: широкий диапазон регулирования диаметров оправок каждого типа (до 500 мм) позволяет производить намотку большого числа разных по диаметру обмоток; настройка оправок на требуемый диаметр производится быстро и с большой точностью; оправка может сжиматься и ее легко можно вынуть из стянутой обмотки через отверстия в верхней прессующей плите; одна и та же оправка обеспечивает намотку обмоток различной длины с разным количеством реек. Основным узлом оправки является вал / переменной длины; стопорение вала на определенный размер производится болтами 2. По концам вала насажены диски 3 с концевыми Т-образными пазами, в которых закрепляются лучи 5 с помощью болтов 4. Каждый луч состоит из корпуса, в котором помещены выдвижная пиноль 7 и винт, а снаружи укреплена шестерня, находящаяся в зацеплении с зубчатым колесом 6. На выдвижные пиноли 7 закрепляются с помощью болтов направляющие планки 8. При вращении центрального вала, на котором жестко закреплены зубчатые колеса 6, будут синхронно вращаться все шестерни лучей 5, находящиеся с ними в постоянном зацеплении, а следовательно, будут выдвигаться или втягиваться в корпуса пиноли 7, и диаметр оправки изменится. Для увеличения диапазонов диаметров оправок и длин применяются сменные комплекты пинолей и направляющих планок. Так, в оправке, предназначенной для намотки обмоток с внутренним диаметром 1300-1800 мм, при замене пинолей на более длинные (длиннее на 250 мм) можно использовать оправку для намотки обмоток диаметром 1800-2300 мм, а при удлинении пинолей на 500 -диаметром 2300-2800 мм. Все лучи 5, выдвижные пиноли 7 и направляющие планки 8 должны быть выполнены с требуемой точностью, чтобы обеспечивалась их взаимозаменяемость. Оправки и шаблоны, применяемые при намотке обмоток на горизонтальных станках, обычно закрепляется одной стороной в планшайбе передней бабки, а второй конец обычно поддержи- вается вращающимся центром (рис. 28.18,а), установленным в пиноль 7 задней бабки 8 (рис. 28.1). Назначение поводка -передавать крутящий момент, развиваемый станком, правильно центрировать шаблон с учетом массы обмотки с шаблоном. На рис. 28.18,6 показана конструкция по- 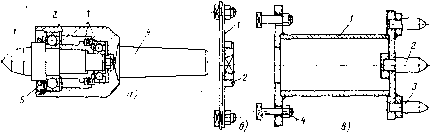 Рис. 28.18. Приспособление для крепления оправок и шаблонов на намоточном станке. а -центр вращающийся (/ - центр; 2 - корпус; Э - шарикоподшипник; 4 -хвостовик корпуса; 5 -крышка); б - поводок для разжимных оправок с квадратными хвостовиками (/ - пластина; 2 -втулка); в - поводок для сварных и сборочных оправок с тремя отверстиями в торцах (/ - корпус; 2 - центр; 3 - ведущие штыри; 4 - крепежные болты). водка. Применяемого для установки оправок, имеющих с обеих сторон четырехгранные хвостовики. К стальной пластинке / приварена втулка 2 с четырехгранным отверстием, по форме и размерам соответствующая хвостовику шаблона, что позволяет обеспечить центрирование и передачу крутящего момента. Для установки и закрепления более тяжелых оправок или шаблонов применяют другую конструкцию поводка, t показанную на рис. 28.18, в. Для выполнения переходов из катушки в катушку и транспозиций, а также оформления начальных и концевых отводов необходимо производить изгиб провода на ребро, как показано на рис. 28.8, а. Эти операции выполняют при помощи специальных гибочных приспособлений различной конструкции. Приспособления должны быть легкими и не требовать затраты больших усилий для выполнения изгиба, а также по возможности быть универсальными и не повреждать изоляции провода. В процессе намотки обмоток необходимо в определен- 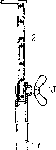
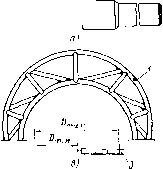 Рис. 28.19. Мерительный инструмент. а - приспособления для измерения внутренних диаметров обмотки; (/ -корпус; 2 - валик выдвижной; 3 - винт стопорный; 4 - линейка мерительная); б - приспособление для измерения высоты (/ - корпус; 2 - штанга с линейкой: 3 -стопор); в - приспособление для измерения наружных диаметров обмоткн (/-ферма; 2 - микрометр; 3-упор регулируемый).
|
||||||||||||||||||