
|
| |
|
Главная
>
Производственный и технологический процесс 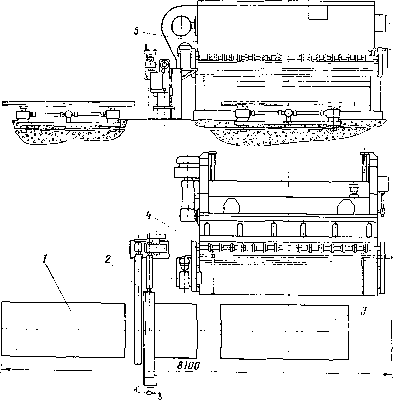 Рис. 30.11. Линия раскроя картона иа полосовые заготовки. Все заготовки с участка централизованного раскроя подаются в контейнерах к началу технологических цепочек изготовления деталей. Нанесение лаковой пленки для осуществления последующей склейки вырезанных фасонных заготовок в многослойные кольца осуществляется на лакировальной машине. На этой же машине лакируются заготовки картона, из которых затем режутся полосы иа линии полосовых заготовок для реек и прокладок опорной и уравнительной изоляции. Существенно изменена технология изготовления дистанционных прокладок из уплотненного электроизоляционного картона. По новой технологии дистанционные прокладки изготавливаются на двух автоматических линиях: линии уплотнения электроизоляционного картона и линии штамповки прокладок. .Пиния уплотнения электроизоляционного картона состоит из з агрузочиого устройства, прокатных вальцов, дисковых ножниц и приемного устройства. С помощью присосок отдельные заготовки картона отрываются от стопы и поочередно подаются в прокатные вальцы. Дисковые ножницы используются для разрезки иа полосы заданной ширины уплотненной заготовки непосредственно после выхода ее из вальцов. Полосы, уложенные в контейнеры, подаются к линии штамповки прокладок, где они оператором укладываются в приемные устройства линии штамповки. Производительность линии 290 кг/ч. Автоматическая линия штамповки прокладок (рис. 30.13) состоит из эксцентрикового пресса 1, механизма выдачи и досылания полос 2, механизма подачи 3, вырубного штампа 4, приемного устройства 5 и пульта управления 6. Эксцентриковый пресс стандартный, выпускаемый отечественной промышлен- 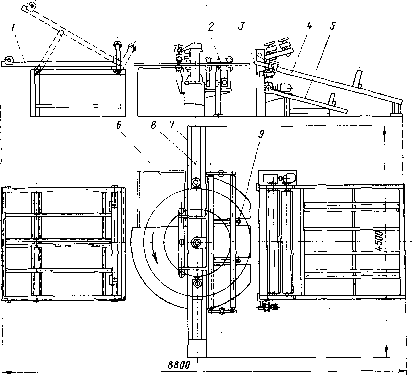 Рис, 30.12. Линия раскроя картона на круговые заготовки.  Рис. 30,13, Линия штамповки дистанционных прокладок.  ностью. Механизм выдачи и досылания полос обеспечивает их выдачу нз стопы таким образом, что они располагаются по своей длине последовательно одна за другой без промежутков, образуя как бы непрерывную ленту, которая механизмом подачн подается в штамп в момент его раскрытия. Отштампованные прокладки нанизываются на технологические рейки приемного механизма, который обеспечивает непрерывный прием н уборку отштампованных прокладок без остановки линии. Производительность линии 7000 шт./ч. Значительно отличается от общепринятой технология изготовления многослойных (клеенных) деталей - реек н прокладок ярмовой н уравнительной изоляции. Установка для изготовления многослойных прокладок (рис. 30.14) состоит нз сборочного контейнера 1, загрузочной тележки 2, камерной печи 3, прессовой установки 4 н пульта управления. В сборочный контейнер 1 укладываются стопы полос в один ряд по высоте, образуя общий столб. Контейнер со стопами устанавливается с помощью крана иа загрузочную тележку 2, которую затем закатывают в камерную печь 3, автоматически закрывая ее торцы н образуя замкнутую камеру. В печи установлены электрические нагреватели, которые с помощью контролирующих приборов поддерживают внутри печи заданную температуру, изменяющуюся по времени в зависимости от условий полимеризации клея. Встроенная в печь гидравлическая прессовая установка 4 спрессовывает столб заготовок при прогреве. После окончания полимеризации лака автоматически поднимается плунжер прессовой установки, раскрывается печь и тележку с контейнером выкатывают на место разгрузки. Контейнер со склеенными брусками снимается с тележки, а на его место ставится другой контейнер, в который ул е уложены стопы пластин. Цикл повторяется. Производительность линии 100 кг/ч. Полученные бруски разрезаются пилой на прокладки мерной длины для ярмовой изоляции. Аналогично выполнена установка для изготовления реек. Полное освоение разработанной технологии и оборудования комплексно-механизированного участка позволит существенно поднять производительность труда при изготовлении изоляционных деталей из электроизоляционного картона. Глава тридцать первая СБОРКА ТРАНСФОРМАТОРОВ 31.1. ОБЩИЕ СВЕДЕНИЯ Производственный цикл изготовления трансфор.маторов завершается процессом сборки. В сборочный цех (или участок) поступают заранее изготовленные узлы трансформаторов: полностьк> Рис. 30.14. Установка для изготовления многослойных прокладок. собранный магнитопровод (остов), обмотки (в комплекте на трансформатор), детали и узлы изоляции и отводов, переключающие устройства и приводы, вводы и трансформаторы тока, бак с крышкой, расширитель и другие комплектующие изделия. Процесс сборки трансформаторов включает большое количество самых разнообразных производственных операций, включая сушку, заливку трансформаторным маслом и испытания трансформатора. Учитывая многообразие производственных операций, составляющих технологический цикл сборки трансформаторов, весь процесс сборки: принято подразделять на ряд основных этапов: первая сборка вторая сборка, сушка, третья сборка, испытания. 3 зависимости от характера производства, определяемого размером выпуска, в трансформаторостроении применяются различные организационно-технические формы сборки. При индивидуальном и мелкосерийном - стационарная сборка по принципу концентрации процесса или по принципу частичной дифференциации процесса. При массовом и серийном - подвижная поточная, сборка на поточных линиях [22, 24]. 31.2. ПЕРВАЯ СБОРКА - МОНТАЖ ОБМОТОК И ИЗОЛЯЦИИ Рассмотрим вначале сборку тр:;нсформаторов П1-VHI габаритов при мелкосерийном производстве. Сборка трансформаторов:-производится на специально оборудованных для выполнения определенных сборочных операций рабочих местах (рис. 31. 1). Для удобства сборки магнитопроводы трансформаторов небольшой мощности устанавливают на подставки; большой - на специальные. стендовые плиты. Сборочные площадки оборудованы передвижными механизированными стеллажами. Первая сборка трансформатора заключается в монтаже обмоток и изоляции на магнитопроводе. Она включает снятие верхних ярмовых балок и расшихтовку верхнего ярма магнитопровода, укладку нижней изоляции, насадку на стержни всех обмоток и установку изоляционных деталей между обмотками, укладку верхней изоляции, зашихтовку и прессовку верхнего ярма, осевую прессовку обмоток и первое предварительное испытание. Эти технологические операции для всех типов силовых и многих типов-специальных трансформаторов аналогичны и различаются в основном трудоемкостью и длительностью технологического процесса в зависимости от габаритов и сложности тех или иных узлов а деталей. Рассмотрим подробнее эти типовые технологические, процессы сборки. В зависимости от габарита сборку трансформаторов выполняют бригадой 3-6 человек. Вначале производят настройку стеллажей в соответствии с размерами собираемого трансформатора, после чего распрессовывают верхнее ярмо магнитопровода в следующей последовательностп: с помощью крана и строп стропят верхние ярмовые балки, ослабляют гайки полубандажей и горизонтальных прессующих шпилек 3 (рис. 31. 2). Для предохранения ют завалов верхней части стержня и выпадения крайних позиций сверху ярма устанавливают скобы 8, располагая их в шахматном порядке между пластинами ярма. С полубандажей и шпилек отворачивают и снимают гайки, шайбы, втулки. Снимают детали замкового устройства 4. В торцевые отверстия верхних ярмовых 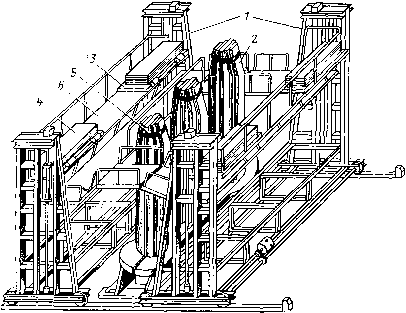 Рнс. 31.1. Рабочее место первой сборки трансформаторов. J - механизированные стеллажи; 2 - магнитопровод после расшихтовки; 3 - переносной стеллаж; 4 - сталь верхнего ярма; 5 - ремни для стягивания стержня; 5 - подъемная гплощадка. балок 2 устанавливают распорные технологические шпильки. Верхние ярмовые балки разводят на расстояние, при котором замковые пластины ярмовых балок выйдут из зацепления с вертикальными пластинами 6 стержней, удаляют распорные ступенчатые (деревянные) брусья, изоляцию 5 ярмовых балок от активной стали и затем снимают ярмовые балки. Все снятые узлы и детали комплектуют и укладывают на стеллажи. При расшихтовке очень важно сохранить тот порядок чередования пластин, в котором они были заложены в ярмо при сборке магнитопровода, и не повредить изоляцию пластин. Расшихтовку производят вручную, с двух сторон магнитопровода, постепенно снимая П- и Г-образные скобы, стягивающие ярмо. Начиная с крайних пакетов, одновременно вынимают по 2-3 пластины из ярма (в зависимости от того, как был собран магнитопровод) и укладывают на стеллажи. Укладка пластин на стеллажи должна производиться строго в том порядке, в котором они находились в ярме, так как шихтовка ярма начинается именно с тех пластин, которые были вынуты последними и находятся на стеллажах сверху. Поскольку скорость разборки ярма с каждой стороны может быть неодинакова, расшихтовка может окончиться не обязательно на середине ярма. Чтобы не ошибиться при начале зашнх- 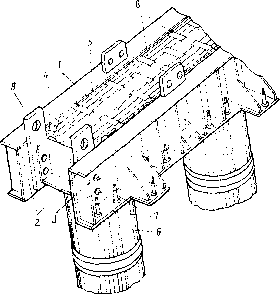 Р и с. 31.2. Распрессовка верхнего ярма магнитопровода. ; - лист магнитопровода; 2 - ярмовые балки; 3 - горизонтальные шпильки; 4 - замковое устройство; 5 - изоляционная прокладка ( мост ); 5 - вертикальная пластина; 7 - устройство для осевой прессовки; S - технологические скобы; Р -подъемное устройство. тонки, место, откуда вынимается последняя пластина, отмечается обычно киперной лентой, прокладываемой между пластинами стержня. Распушенные пластины стержней магнитопровода не дают возможности правильно без повреждения насадить обмотки, поэтому специальными приспособлениями или брезентовым ремнем, лентой стержни магнитопровода стягивают, как показано на рис. 31. 1. По окончании расшихтовки магнитопровод осматривают, обнаруженные повреждения устраняют, продувают сжатым воздухом, после чего он готов к установке и насадке обмоток. Количество-обмоток и их расположение как на стержне, так и по фазам определяются конструкцией трансформатора, обмотки монтируются в соответствии с требованиями чертежа. Рассмотрим установку обмоток трехобмоточного трансформатора класс-а напряжения 110 кВ с расположением обмоток НН- СН-ВН, считая от стержня. Укладка нижней изоляции начинает-
|