
|
| |
|
Главная
>
Производственный и технологический процесс отдельно из полос ленточной меди толщиной 0,3, шириной 30-80 мм. Такая конструкция позволяет компенсировать отклонения по высоте бака и предохраняет отводы от обрыва во время их транспортировки, а конец отвода является его контактной частью. Контактную часть компенсатора пропаивают припоем ПОС-30 (при большой толщине - МФ-3), штампуют отверстия под шпильку и лудят. У некоторых отводов контактная часть выполняется медными пластинами различной формы, угольниками, латунными наконечниками, медными башмаками с лужеными контактными поверхностями. Соединение главных и контактных частей отводов выполняется неразъемным, чаще всего - электропайкой медно-фосфорным или оловянистым припоем, реже - прессовкой. При выполнении обмоток из алюминия соединение части медного отвода (с демпфером) и основной части отвода из алюминия выполняют холодной сваркой, а соединение алюминиевых прутков и шин отводов - аргонно-дуговой сваркой. Для удобства и увеличения площади пайки концы отводов из круглого провода расплющивают. Для придания отводам необходимой формы их изгибают по шаблону. При больших сечениях и сложной форме отводы выполняют из нескольких частей, соединяемых пайкой. При изготовлении таких отводов прежде всего размечают места изгиба. Разметка мест изигиба шин выполняется в определенной последовательности. Для отводов, к одному концу которых присоединяют провода обмотки, а к другому - компенсатор, важно выдержать размеры от крышки бака до отвода, поэтому их размечают сверху вниз , т. е. разметку начинают с верхнего конца каждой шины. В этом случае все неточности изготовления окажут влияние на длину последнего участка шины, а это можно компенсировать за счет длины припаиваемых концов обмотки. Разметив шину, делают необходимые разрезы концов шин (чтобы отделить места соседних паек, а также обеспечить удобный доступ к соединению при пайке) и изгибают на гибочном станке. Контактную часть шины обязательно лудят. Изготовление отводов заканчивается их изолированием. Отводы из шин или труб обязательно обезжиривают и красят. На отводы, выполненные из изолированного провода, надевают бакелитовые трубки. По всей длине изолируют только отводы из круглого провода; такие заготовки отводов и все места паек изолируют в полуперекрытие полосами крепированной бумаги или лакоткани (шириной не более 30 мм), укладывая их плотно слой к слою, без изгибов и пустот между слоями. После изолирования заготовки отводы передают на пайку к обмоткам или на сборку в раму . До закрепления отводов необходимо выполнить ряд подготовительных операций: перед установкой и закреплением переключателя на активной части в каждый контактный стержень ввинчивают соответствующий отвод с припаянным к нему наконечником и плотно затягивают ключом для получения надежного контакта. Для крепления переключателя к деревянным планкам переключатель с присоединенными к нему регулировочными отводами ком- плектуют бумажно-бакелитовыми цилиндрами, в которых предварительно сверлят отверстия. Предварительную сборку отводов, т. е. комплектовку планок и отводов, выполненных медным проводом, комплектовку изоляционных деталей производят на специальных столах. Сборку отводов в раму всегда начинают с установки и закрепления переключателя к стойкам будущей рамы, после чего производят сборку отводов в заданной последовательности. Для подготовки концов обмоток к пайке с них срезают бумажную изоляцию на конус таким образом, чтобы длина конуса была не менее 10- кратной толщины изоляции провода. Затем изгибают концы обмоток, как указано в чертеже. На верхние и нижние ярмовые балки устанавливают детали и узлы, предназначенные для крепления отводов. Отводы обмоток располагаются на соответствующих сторонах трансформатора: обмоток НН и СН на одной стороне, ВН -на другой. Сборка схемы на каждой стороне производится отдельно и в большинстве случаев независимо. Наиболее проста сборка отводов НН трансформаторов небольшой мощности (до 100 кВ), когда схему соединения выполняют своими концами. Для этого концы обмоток по выходе из-под верхней ярмовой балки выгибают под прямым углом и разводят таким образом, чтобы они не мешали производить подпрессовку верхнего ярма и были на заданном чертежом расстоянии от прессующих устройств и торца обмоток ВН. Положение отвода фиксируют в буковых планках, закрепленных на верхней ярмовой балке. Каждый отвод изолируют от планок полосой кабельной бумаги. Концы обмоточных проводов выгибают и соединяют в схему, а к линейным концам А, В, С и О припаивают компенсаторы. Для крепления отводов на активной части трансформаторов большой мощности применяют деревянные планки или бумажно-бакелитовые трубки с утолщенными стенками (рис. 31.5). Система крепления отводов ( рама ) обычно состоит из вертикальных планок (стоек), скрепленных вверху и внизу горизонтальными планками. К вертикальным стойкам крепятся планки,в которых непосредственно закрепляют отводы. Отводы зажимают- Рис. 31.5. Трансформатор 1600 кВА, 35 кВ после второй сбооки / - ввод НИ; 2.-ввод ВН; J - привод переключателя; 4 - кран; 5 - предо.хранительная труба; 6 - расширитель; 7 - крышка; 8 - переключатель; 9 - крепление отводов; 10 - регулировочные ответвления.  ся между двумя планками, из которых одна является основной, закрепляемой в стойках, а другая прижимной, стягивающей отвод. В местах закрепления в планках отвод обматывают электрокартоном, обе планки скрепляют шпильками и гайками из текстолита или пластмассы. К ярмовым балкам планки крепят стальными болтами с гайками. Отводы устанавливают так, чтобы размер для подсоединения к вводам трансформатора был выдержан в соответствии с расстояниями, указанными в чертеже сборки отводов. За базу для отсчета берут обычно ближайшую боковую планку, закрепляющую отводы на верхних ярмовых балках или вертикальных стойках. После установки отводов отрезают лишнюю длину концов обмоток и производят соединение отводов с обмоткой пайкой или 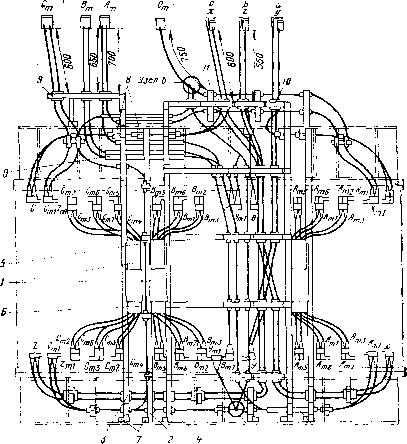 УзелД Рис. 31.6. Монтаж переключателя вводов СН и НН трансформатора 110 кВ. / - переключатели СН; 2-4 - вертикальные планкн; 5, 6 - дистанционные планки; 7, 8- горизонтальные планкн связи с ярмовыми балкамн; S- -базовые планкн; - оумаж-но-бакелитовая трубка. сваркой. При этом тщательно закрывают обмотки и изоляцию от попадания кусочков припоя и металлической пыли. Места паек тщательно зачищают и изолируют. Более сложна сборка и крепление отводов трехобмоточиых трансформаторов IV-VHI габаритов, когда отводы НН и СН располагаются с одной стороны (рис. 31. 6.). Сборка отводов и закрепление их в раме, а также крепление переключателей производят вне сборочной площадки. Вследствие большой массы установку рамы с отводами и переключателями производят с помощью мостового крана. Краном продвозят скомплектованные с токоведу-щими деталями деревянные рамы и закрепляют их на ярмовых балках. Концы обмоток закрепляют в деревянных планках и производят подгонку их к пайке с отводами. Обрезают лишнюю длину проводов, замеряют изоляционные расстояния и производят пайку отводов с концами обмоток и схему соединения обмоток трансформатора. Пайку производят медно-фосфорным припоем специальными клещами с угольными электродами. Места пайкв тщательно зачищают и изолируют лакотканью или крепированной бумагой. 31.4. ОСОБЕННОСТИ ВТОРОЙ СБОРКИ ТРАНСФОРМАТОРОВ, РЕГУЛИРУЕМЫХ ПОД НАГРУЗКОЙ Трансформаторы, регулируемые под нагрузкой (РПН) с токо-ограничивающими сопротивлениями, имеют обмотку ВН с расположенными снаружи контактами регулировочной обмотки [17], каждая ветвь которой является ступенью регулирования. В зависимости от типа устройства РПН (погружного или приставного) подгонка и присоединение регулировочных отводов к нему выполняются по-разному. При установке на трансформатор переключающего устройства погружного типа SAV, показанного на рис. 31. 7, регулировочные отводы подгоняются обычно по макету (имитирующего РПН) после предварительной примерки колокола бака и переключающего устройства, поэтому вначале на активной части устанавливают и закрепляют нижнюю и верхнюю рамы и кронштейны для крепления устройства РПН. Устройство РПН на сборку поступает в собственной емкости: с маслом. Вынув из емкости и дав, стечь маслу, его устанавливают на активную часть трансформатора так, чтобы винты, расположенные на фланце устройства, вошли в гнезда на кронштейнах. Устройство РПН устанавливают на все три фазы. На сборочную площадку между стеллажами устанавливают краном дно (нижнюю* часть) бака, а на него опускают активную часть трансформатора и раскрепляют ее. На раму дна бака и фланцы устройства РПН укладывают резиновые полосы, после чего на дно устанавливают верхнюю часть бака - колокол и затягивают болтовые соединения по периметру рамы бака. Производят регулирование  расположения переключающего устройства, для чего устройство РПН установочными винтами подтягивают к баку так, чтобы резиновая прокладка на фланце устройства РПН равномерно касалась крышки колокола, а отверстия крышки бака по периметру совпадали с отверстиями фланца. Крепят устройство болтами к крышке колокола, затем измеряют высоту установочных винтов над фланцами устройства. Этот размер выбивают на торцах соответствующих установочных винтов и используют при установке макета. Затем опускают устройство РПН на 10-15 см от крышки колокола, разбалчивают и снимают колокол. Заворачивают установочные винты до размеров, выбитых на их торцах, и измеряют расстояние от неподвижных деталей крепления устройства или изоляционных деталей до верхней плоскости его фланца. Эти данные нужны для установки макета. После этого снимают устройства РПН и опускают их в емкость, с маслом. Активную часть краном переставляют в стеллажи, дно отвозят на участок третьей сборки. На активную часть устанавливают макет устройства РПН так, чтобы его винты вошли в гнезда, используя размеры, выбитые на торцах, затем производят подгонку и пайку отводов. Трансформатор на сушку отправляют с макетом РПН. При установке на трансформатор регулятора напряжения типа SAV-35/1600 или РНОА-110/1000 приставного типа регулировочные отводы подгоняют по технологическому приспособлению- плите, имитирующей панель, на которой будут закреплены отводы на третьей сборке. Это приспособление устанавливают и закрепляют на нижних ярмовых балках. Через имеющиеся в плите отверстия продевают токоведущие шпильки, припаянные к регулировочным отводам, и закрепляют их гайками. Затем подгоняют отводы к концам обмоток, производят пайку отводов с концами обмоток с последующей изолировкой мест пайки. Трансформатор в сушку отправляют с плитой. После выполнения всех работ по второй сборке активную часть продувают сжатым воздухом, проверяют все изоляционные расстояния и передают на станцию предварительных испытаний для проведения операционных испытаний - проверки правильности выполнения схемы соединения обмоток и качества паек. После проведенных испытаний активную часть передают на сушку (термовакуумную обработку). Рис. 31.7. Опускание в бак активной части автотрансформатора типа АТДЦТН-125000/220 с РПН типа SAV 35/1600, 1 - отводы; 2 - переключающее устрой-<;тво однофазное; 3 - кронштейн; 4 - фланец. 31.5. ТРЕТЬЯ СБОРКА - УСТАНОВКА АКТИВНОЙ ЧАСТИ В БАК И ПОЛНАЯ! СБОРКА ТРАНСФОРМАТОРА После сушки активной части ее устанавливают в бак и заливают маслом, выполняя комплекс сборочных работ по так называемой третьей сборке, обеспечивающей заключительные операции сборки трансформатора. Третья сборка включает следующие работы: комплектование и монтаж бака и крышки; отделку активной части; подготовку и установку переключающих устройств и проводов; установку в баке активной части трансформатора и его уплотнение; ревизию и монтаж вводов; заливку маслом; подготовку трансформатора к испытаниям и отправку его заказчику. Крышки поступают на участок сборки из сварочного цеха без установленных на них крупных деталей, таких, как предохранительная труба, расширитель и др. Эти узлы не крепятся на крышке из-за трудностей, связанных с перевозкой укомплектованной Крышки. Комплектование крышки производят на специальных подставках. Комплектация плоской крышки трансформаторов I- III габаритов заключается в установке на предварительно протертой Крышке вводов ВН и НН привода переключателя, кранов (плоского и пробкового), предохранительной трубы, расширителя и маслоуказателя. Главным при комплектации крышки и бака является качественное уплотнение узлов и деталей, устанавливаемых на крышке или баке. Для этого на предварительно очищенную поверхность сопрягаемых узлов наносят кистью тонкий слой резинового клея, дают выдержку 15-20 мин, затем укладывают резиновые прокладки, предварительно намазанные клеем, комплектация крышки колокола мощных трансформаторов с нижним разъемом бака выполняется на подставках, установленных между стеллажами. Работа усложняется за счет дополнительной кантовки колокола для установки шунтов и других деталей внутри колокола, а также установки большого числа узлов в неудобном положении на наклонной и цилиндрической поверхностях. Для комплектации бака (или дна -нижней части бака) его устанавливают на маслосливную решетку между стеллажами так, чтобы опорные поверхности были на балках. Протерев бак (дно), поверхность рамы бака и фланцы под уплотнение, устанавливают задвижку Лудло и пробку для слива масла, заглушку на патрубки системы охлаждения и краны, затем производят уплотнение резиновыми прокладками сопрягаемых поверхностей узлов и разъема дна бака. Комплектацию крышки бака и дна необходимо закончить к моменту выгрузки активной части из вакуум-сушильного шкафа. Отделка активной части после сушки является одной из главных операций третьей сборки. Так как во время сушки происходит усадка изоляции обмотки, деревянных и электрокартонных деталей, вследствие чего ослабевает прессовка обмоток, магнитопровода и ярм, а также крепление отводов, то необходимо восстановить затяжку крепления. Активную часть устанавливают на специальную площадку со сливной решеткой, оборудованной стеллажами..
|