
|
| |
|
Главная
>
Производственный и технологический процесс Таблица 6.1 Наименование оборудования Схема режущего механизма Гильотинные приводные и рычажные ножницы Роликовые ножницы с несколькими парами прямых роликовых ножей Роликовые ножницы с наклонными ножами (наклон позволяет получить малые радиусы закруглений) Наименование операций н область применения 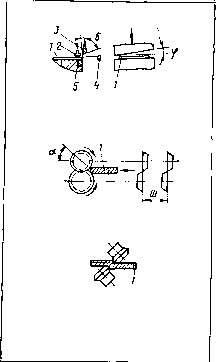 Резка на полосы и штучные заготовки. Рычажные ножницы применяются при малом объеме производства Резка тонколистового материала (до 2 мм) на несколько полос шириной Ш. Большие точность и производительность, чем при гильотинных ножницах Получение небольшого количества круглых и криволинейных заготовок из тонколистового материала вместо холодной штамповки Наименование оборудования Виброножницы (ножи совершают 1500-2000 ход/мин) Эксцентриковый пресс с отрезным штампом (ножи параллельные) Газорезательная машина (автоматическая, полуавтоматическая) Схема режущего механизма 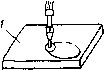 Продолжение табл. 6.1 Наименование операций и область применения Получение небольшого количества криволинейных заготовок из тонколистового материала по шаблону и разметке Получение штучных заготовок из полос. Высокая производительность Получение криволинейных заготовок из толстолистового материала Примечание. / - разрезаемый материал; 2 - прижим; 3 - верхний нож; 4 - упор; 5 - нижний нож; 6 - верхний подвижный нож. 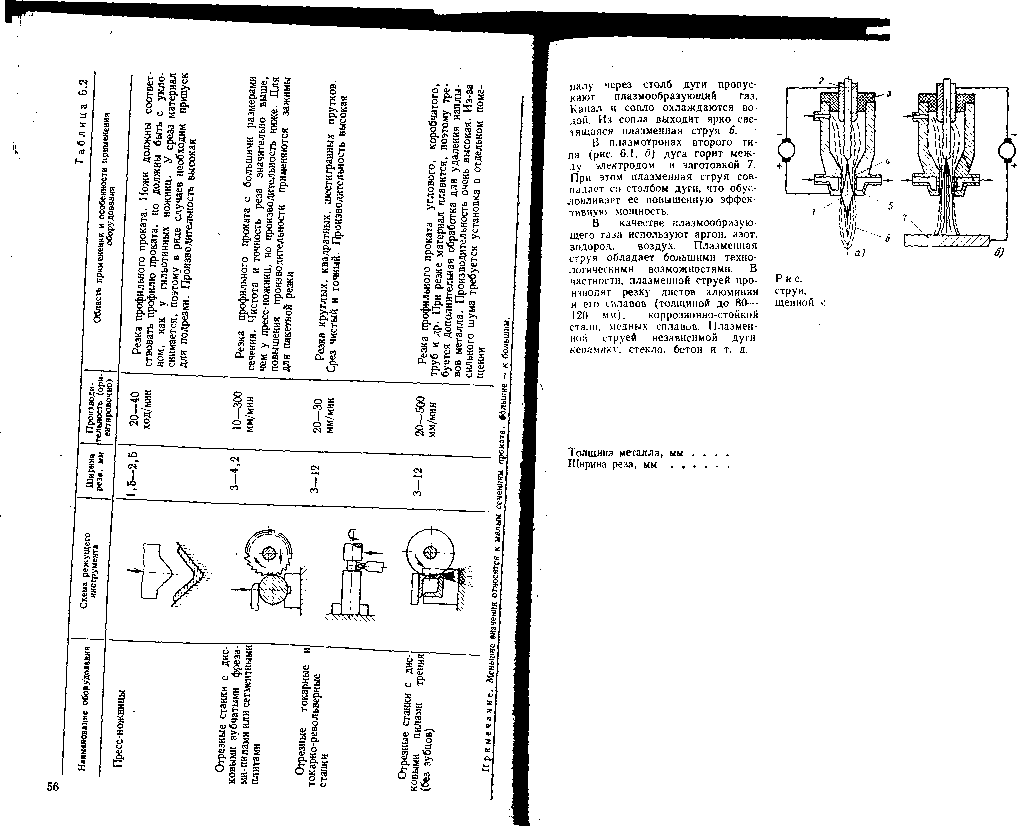 6.1. Схема получения плазменной выделенной из дуги (а) и совме-дугой (б). режут неэлектропроводные материалы: Плазменно-дуговая резка по сравнению с кислородной резкой имеет ряд преимуществ; скорость реза в 3-5 раз выше; на нижней кромке заготовки практически ие образуется грат, тепловые деформации значительно ниже. Чистота и ширина реза зависят от способа резки. Машинная резка дает болге чистые кромки и меньшую ширину реза, чем ручная. Ниже приведена ориентировочная ширина реза в зависимости от толщины разрезаемого металла; 5 15 15 зо 30-60 60-100 2-2,5 2,5-3,0 3,0-3,5 3,5-4,5 100-4,5- -150 -5,5 Машинная резка дает возможность не только повысить производительность и качество резки, но и улучшить условия труда. Машины для резки согласно ГОСТ 5614-74 делятся иа два основных типа: стационарные и переносные. Стационарные машины изготавливаются трех классов точности исполнения заданного контура детали; первый класс ±0,5 мм, второй класс ±1,0 мм, третий класс ±1,5 мм. Основным рабочим инструментом машины для кислородной резки является газовый резак, а для плазменно-дуговой резки - плазмотрон. У стацяонарньк машин основным узлом, автоматизирующим процесс резки, является система копирования. В таких машинах применяются принципы механического, электромагнитного, фотоэлектрического, дистанционно-масштабного и программного копирования. Наиболее совершенным является программное копирование. В машинах с программным управлением автоматизируются все операции резки. Такие машины обеспечивают автоматическое зажигание пламени, автоматическое регулирование всех параметров резки: расстояние от сопла до поверхности металла, мощность пламени, скорость резки, последовательность резки деталей. Програ.м.моноснтелем, как правило, является перфолента. При работе на машинах с программным управлением за счет точного соблюдения технологического процесса и точного исполнения карты раскроя металла можно повысить коэф-фицвент использования металла на 6-12 %. К стационарным машинам относятся машины типов АСШ-70, Днепр , Юг , СГУ-61, Одесса , Кристалл . Одним из основных требований при разделке листового материала является экономичный раскрой листов с минимальными отходами. Детали из листового материала должны иметь форму и размеры, обеспечивающие наивыгоднейший раскрой листа. Для крупных деталей и деталей кольцевой формы это требование часто бывает трудно выполнить. В таких случаях приходится коль-  □□□□□□ □□□□ Рис. 6.2. Комбииироваииый раскрой листов стали иа детали крупной электрической машины. цо составлять из нескольких частей, хотя это увеличивает трудоемкость изготовления. Наилучшее использование площади листа получается при комбинированном раскрое из одного листа разных деталей. Для- этого составляются карты раскроя. На рис. 6.2 показан комбинированный раскрой листов стали на детали крупной электрической машины. Резка по комбинированному раскрою осуществляется на машинах с программным управлением. 6.2. АВТОМАТИЗАЦИЯ РАСКРОЯ РУЛОННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ Для оперативного обеспечения производства электротехнической сталью необходимой ширины на заводах применяют автоматические линии продольной и поперечной резки рулонной стали. Схема линии модели Н4208 показана на рис. 6.3. Линия работает по методу тянущего реза . Рулоны стали устанавливаются на наклонную плоскость питателя /. Дозатор с помощью пневмо-цилиндра отсекает один рулон и подает его на загрузочную тележку 2, которая обеспечивает установку рулона на барабан разматывателя. Тележка имеет гидравлический привод горизонтального перемещения и подъема до совпадения осей рулона и разматывателя. Разжим сегментов барабана разматывателя 3 для закрепления на нем рулона осуществляется с помощью пневмо-цилиндра. Разматыватель имеет свой привод. В процессе заправки ленты двигатель через редуктор вращает барабан разматывателя, а в процессе резания двигатель работает в генераторном режиме,
|