
|
| |
|
Главная
>
Листовая и легированная конструкционная сталь Расстояния, мм, между Т-образными пазами в зависимости от ширины пазов 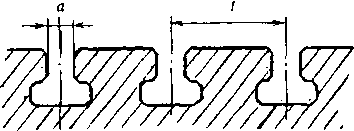 Допускается применение меньших и больших значений размера / по сравнению с указанными, которые выбираются из ряда RalO, а также промежуточных значений из ряда Ra20 по ГОСТ 6636.
Примечание. Значения размера t, заключенные в скобки, являются непредпочтительными. РИФЛЕНИЯ 47. Риф.1ения прямые и сетчатые (но ГОСТ 21474-75) Размеры, мм Прямое /Гребень раф/геная Сетчатое к JpeffeHb рифле- 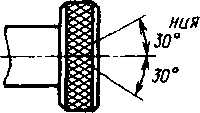 Профиль рифления в направлении А 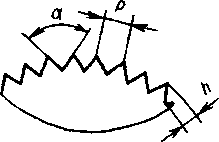 Рифления прямые для всех материалов
Примечания: 1. Шаги профилей Р брать из рядов: прямых - 0,5; 0,6; 0,8; 1,0; 1,2; 1,6 мм; сетчатых - 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0 мм. 2. Высота рифления Л: для стали (0,25 ч- 0,7)Р, для цветных металлов и сплавов (0,25 -г 0.5)Р. 3. Угол а = 70° ддя рифлений по стали, а = 90° для цветных металлов и сплавов. Пример обозначения прямого рифления с шагом Р = 1,0 мм: Рифление прямое 1,0 ГОСТ 21474-75 То же для сетчатого рифления: Рифление прямое 1,0 ГОСТ 21474-75 48. Рифи1ет1е для прессовых соелииеш1й металлических деталей с пластмассовыми Размеры, мм 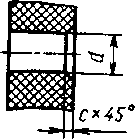 Номинальный диаметр 4; 5; 6; 8; 10; И 12; 14; 16; 18; 20 25; 28; 32 Фаски 0,4 0,5 0,6 0,8 0,5 0,6 0.8 1.0 Предельные отклонения отверстия Н9, накатываемой детали для накатки h8. Оси отверстий в текстолите, гетинаксе и фибре должны быть расположены перпендикулярно к волокнам материала. Минимальная толщина детали из пластмасс прн запрессовке должна быть 3,5 мм. РАДИУСЫ ГИБКИ ЛИСТОВОГО И ФАСОННОГО ПРОКАТА. РАЗДЕЛК\ УГОЛКОВ 49. Минимальный радиус Я гиба листового проката, мм (Х>30 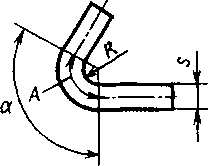 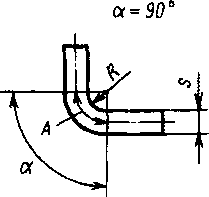 а<ЭО 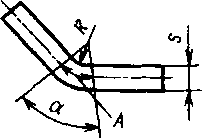
Развернутая длина изогнутого участка детали из листового материала при гибе на угол а определяется по формуле где А - длина нейтральной линии; R - внутренний радиус гиба; К - у )эффициент, определяющий положение нейтрального слоя при гибе (табл. 50); S - толщина листового материала, мм Примечание - Минимальные радиусы холодной гибки заготовок устанавливаются по предельно допустимым деформациям крайних волокон. Их применяют только в случае конструктивной необходимости, во всех остальных случаях - увеличенные радиусы гиба. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||