
|
| |
|
Главная
>
Листовая и легированная конструкционная сталь Расчет прочности обычно связывают с Ш1ИНОЙ свинчивания. Длина должна бьггь оптимальной, т.е. чтобы прочность витков была равна прочности стенок пластмассовой детали. Больше этой величины длину брать не следует, так как вследствие осевой усадки с увеличением длины точность резьбы значительно снижается, уменьшается и прочность. Но при одной и той же длине свинчивания прочность резьбы зависит от величины шага. Наиболее прочной по результатам испытаний для реакготихастов с порошкообразным и волокнистым наполнителем является резьба с шагом 1,5 мм. Резьбы с большими шагами имеют несколько меньшую прочность, но в таких резьбах нужно увеличить толщину стенки, что нежелательно. Резьбы с шагом менее 1,5 мм вследствие переобогащения витков смолой, особенно у вершин и поверхности, имеют значительно меньшую (в несколько раз) прочность. Однородность материала при литье резьбовых деталей из термопластов не изменяется. но прочность резьб с малыми шагами падает вследствие соскакивания витков при сравнительно небольших радиальных деформациях детали. Наибольшая прочность отмечена у резьб с шагом 2-3 мм, В резьбах, получаемых резанием, максимальная прочность ддя реакгопластов с порошкообразным наполнителем достигается при шаге 1,5 мм. Прочность нарезанных резьб в стек-ловолокните, текстолите, полиамидах возрастает с увеличением шага до 2,5 мм. Нарезанные резьбы диаметром до 10 мм прочнее резьб, полученных литьем и прессованием. ГОСТ 15948-76 распространяется на резьбо-оформляющие детали (кольца и стержни) для формования метрической резьбы по ГОСТ 11709-81 в пластмассовых изделиях. Расчет исполнительных размеров резьбы резьбооформляющих деталей следует выполнять в соответствии с табл. 106. 106. Расчет всполнительвых размеров резьбы резьбооформляюищх деталей (ГОСТ 15948-76) Болт Резьбооформляющее кольцо 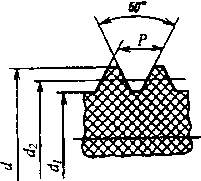 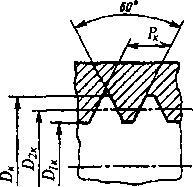 Гайка 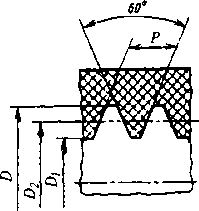 Резьбооформляюпщй стержень 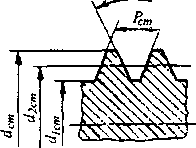 Наименование размера Наружный диаметр Средний диаметр Внутренний диаметр Шаг Расчетная формула Резьбооформляющее кольцо = d + dOfilS -T-es (D Z)2k = 2 + 2 0,0l5n - -Ak = 1 + 1 0,0\Smax - 0>144P (3) = P(l +0.0l5cp) (4) Резьбооформляющий стержень
Обозначения в формулах (1) - (8): d. d2 d\ - соответственно наружный, средний и внутренний номинальный диаметры резьбы болта в мм; Dy D2 тл Di - соответственно наружный, средний и внутренний номинальный диаметры резьбы гайки в мм; Р - шаг резьбы; и Т - допуски наружного и среднего диаметров резьбы болта в мм; Т]) и Tj) - допуски среднего и внутреннего диаметров резьбы гайки в мм; es - верхнее отклонение диаметров резьбы болта в мм; EI - нижнее отклонение диаметров резьбы гайки в мм; тлху min И ср соответственно наибольшая, наименьшая и средняя усадка пластмассы в процентах. Диаметры резьбы резьбооформляющих деталей, рассчитанные по формулам табл. 106 следуе округлять в соответствии с требованиями, указанными в табл. 107, причем диаметры резьб! кольца следует округлять в сторону увеличения, а диаметры резьбы стержня - в сторону умень шения. 107. Кратная величина округления диаметра резьбы, мм Диаметр резьбы, мм Степень точности среднего диаметра формуемой резьбы
Шаг резьбы резьбоофрмляюпхих деталей, рассчитанный по формулам (4) и (8). округляеп ло сотых долей миллиметра. Предельные отклонения тага резьбы резьбоофрмляюших деталей следует назначать в соо ветствии с табл. 109. Предельные отклонения тага относятся к расстояниям между любыми витками резьбы рез Гнк)г1)рмляк)цих деталей. 109. Предельные отклоневяя шага резьбы
СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ И ДРЕВЕСНЫХ МАТЕРИАЛОВ (по ГОСТ 9330-76 в ред. 1992 г.) Стандарт распространяется на основные шиповые соединения деталей из древесины и устанавливает их типы и размеры. Типы основных соединений деталей из древесины (табл. 111 - 114) имеют следующие условные обозначения: УК - угловое концевое; УЯ - угловое ящичное; УС - угловое серединное; К - по кромке; Ду - по длине на ус . Примечания к табл. 111 и 112: 1. Угловые соединения (концевые и серединные) допускается выполнять с фасками и фальцами, размеры которых соответствуют стандартизованному дереворежущему инструменту. 2. Допускается подсечка заплечников под углом 45 3. Дно паза может бьпъ плоским или другой формы в зависимости от формы присоединяемой детали. 111. Типы и размеры угловых концевых соединений деталей из древесины Типы соединений На шип открытый сквозиой: одннарный Условные обозначения, схемы и размеры соединений УК-1 5i = 0,45о; 52 = 0,5(5о - х) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||