Главная
>
Листовая и легированная конструкционная сталь
Обозначение
Диаметр
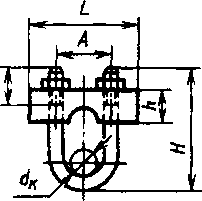
Общий размер А
Колодка, деталь /
Скоба, деталь 2
Гайка, деталь 3 -по
ТПайба пружинная, де-
Масса
зажимов
канатов
Номинал
Отклонение
Обозначение
Масса, кг
Обозначение
Масса, кг
ГОСТ 5915-70
таль 4 -по ГОСТ 6402-70
жима,
Св. 10 до 13
13/1
0,12
13/2
0,11
М12-7Н.5.016
12Н65Г
0,26
Св. 13 до 16
±0,5
16/1
0,16
16/2
0,15
М12-7Н.5.016
12Н65Г
0,32
Св. 16 до 19
19/1
0,24
19/2
0,27
М16-7Н.5.016
12Н65Г
0,57
Св. 19 до 23
23/1
11,5
0,32
23/2
М16 7Н.5.016
16Н65Г
0,69
Св. 23 до 27
27/1
13,5
0,61
27/2
0,53
М20-7Н.5.016
20Н65Г
1,27
Св, 27 до 32
32/1
0,74
32/2
М20-7Н.5.016
20Н65Г
1,56
Св. 32 до 37
±1,0
37/1
18,5
37/2
0,98
М24-7Н.5.016
24Н65Г
2,33
Св. 37 до 41
41/1
20,5
41/2
1,76
МЗО-7Н.5.016
30Н65Г
3,97
Св. 41 до 45
45/1
22,5
45/2
МЗО-7Н.5.016
30Н65Г
4,54
Св. 45 до 52
52/1
52/2
МЗО-7Н.5.016
30Н65Г
6,35
Св. 52 до ь2
62/1
5,45
62/2
3,92
М36-7Н.5.016
36Н65Г
10,27
Разрешается для стопорения гаек применять отгибные планки.
Детали зажимов должны изготовляться:
колодка - штамповкой из стали марки СтЗкп - по ГОСТ 380-94. Припуски, допуски и штамповочные уклоны по второй труппе -ГОСТ 7505-89. Допускается изготовление отливок из стали марки 25Л-П по ГОСТ 977- 88; скоба - из горячекатаной стали 30.
Предельные отклонения размеров, не ограниченных допусками:
охватьшающих - по И14, охватываемых -по hI4, прочих - +1/2.
Резьба метрическая - по ГОСТ 24705-81. поле допуска 6g - по ГОСТ 16093-81.
В деталях зажимов не должно быть плен, трещин и расслоений. Поверхности должны быть чистыми.
Все детали должны иметь цинковое хрома-тированное покрытие (по ГОСТ 9.306-85) толщиной не менее 21 мкм для колодок и скоб и не менее 9 мкм ддя гаек и шайб; покрытие сплошное и гладкое, без пузырей и трещин.
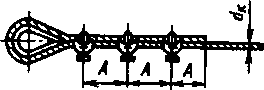
Схема установки зажимов приведена в табл. 25.
24. Зажимы планочные для стальных канатов
Размеры, мм
Резьба метрическая - по ГОСТ 24705-81 с полем допуска резьбы скобы 6g -по ГОСТ 16093-81.
Диаметр каната
Масса, кг
От 4,6 до 5,5
0,045
Св. 5,5 6,5
0,052
Св. 6,5 до 8,5
0,23
8,5 11
0,26
Св. 11 до 13
0.48
13 15
0,68
Св. 15 до 18,5
1,04
18,5 21,5
1,81
Св. 21.5 до 25,0
2,75
25.5 30,0
3,30
Материал - сталь СтЗ по ГОСТ 380-94.
25. Схема установки зажимов
Обозначение
7; 10;
32; 37
41; 45;
зажимов
13; 16
23; 27
52; 62
Число зажимов
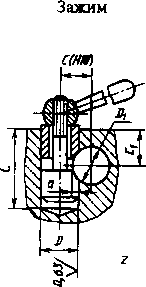
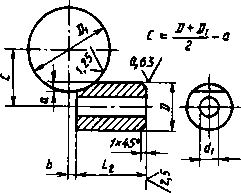
26. Зажим для цнлшщрических деталей Размеры, мм
Прихват
Втулка
1 -
1 Г7 J
Or 20
16-0.019
до 28
Св. 28
10,5
до 45
250,023
Св. 40
13,5
до 50
Материал - сталь 45. Твердость 26,5 ... 31,5 НКСэ-