Главная
>
Листовая и легированная конструкционная сталь
СУХАРИ, ОСЕДЕРЖАТЕЛИ, ПЕТЛИ
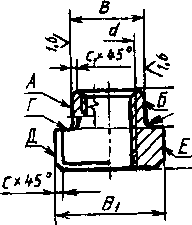
72. Сухари к обработанным станочным пазам (по ГОСТ А 31.0175.40-91)
Размеры, мм
Обозначение сухарей
В dll
Масса, кг, не более
7004-2041
0,003
7004-2042
0,006
7004-2043
0,012
7004-2044
0,022
7004-2045
0,035
7004-2046
0,070
7004-2047
0,153
7004-2048
0,327
7004-2049
0,522
7004-2050
1,061
7004-2051
1,609
7004-2052
2,305
Материал - сталь марки 45 по ГОСТ 1050-88. Допускается замена на стали других марок с механическими свойствами не ниже, чем у стали 45. Твердосгь 36,5 ... 41,5 HRC.
Допуск плоскостности поверхности Г - по 10-й степени точности ГОСТ 24643-81.
Допуск перпендикулярности поверхностей А и Б относительно поверхности Г - по 11-й степени точности ГОСТ 24643-81.
Допуск симметричности поверхностей Д. Е и оси отверстий относительно плоскости симметрии поверхностей А и Б: при 5 < 22 Т/2 ... 0.2 мм, при В > 22 Т/2 ... 0,3 м.м.
Остальные технические требования - по ГОСТ 31.0171.01-91.
Пример условного обозначения сухаря к станочным обработанным пазам размеро-м В ~ Ь мм:
Сухарь 7004-2041 а 31.0175.4091.
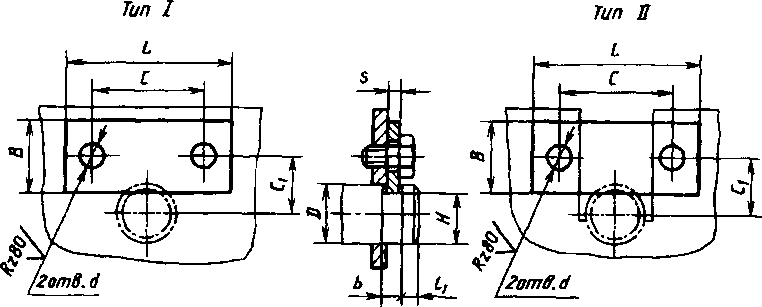
73. Оселержатели (по нормали Гипроуглемаша)
Размеры, мм
Оседержатели
Прорезы
Диа-
Meip оси D
С ±0,5
Масса, кг
оседер-жателей
Номинал
Отклонение
Номинал
Отклонение
Номинал
Отклонение
Номинал
Отклонение
Болт
40 75
75 105
0,084 0,135
I II
-0,52
+0,52
70 105
0,084 0,135
+0,36
±0,3
27,5
М12х25
50 95
80 125
0,182 0,298
-0,62
+0,62
80 MS
0,182 0,298
37,5
±0,4
+0,62
Оседержатели
Прорезы
метр оси D
С ±0,5
Масса, кг
оседер-жателей
Номинал
Отклонение
Номинал
Отклонение
Номинал
Отклонение
Номинал
Отклонение
Болт
50 95
80 125
0,182 0,298
+0,36
М12х25
50 95
80 125
0,182 0,298
47,5
-0,62
+0,62
60 125
100 165
0,274 0,480
60 125
100 165
0,274 0,480
54,5
60 125
100 165
0,274 0,480
-0,74
±0,4
М16х35
60 125
100 165
0,274 0,480
+0,43
65,5
+0,62
70 140
110 180
0,305 0,525
70 140
ПО 180
0,305 0,525
+0,74
80 170
130 220
0,450 0,803
-0,87
+0,74
М20х40
Материал - сталь СтЗ. Сортамент: полоса - по ГОСТ 103-76.
Стопорение бо;тгов для оседержателей I и II типов производится пружинной шайбой по ГОСТ 6402-70 или проволокой. Оседержатели следует устанавливать таким образом, чтобы они не воспринимали нагрузку оси. На каждый конец оси усганавливают по держателю.