
|
| |
|
Главная
>
Технологичность сварных конструкций 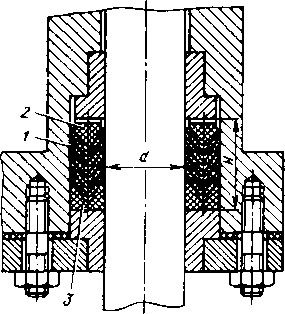 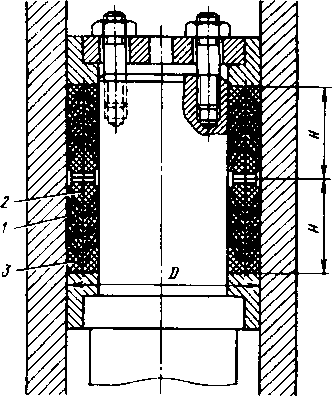 Рис. 36. Примеры применения многорядных уплотнений: / - манжета; 2 - опорное кольцо; 3 - нажимное кольио 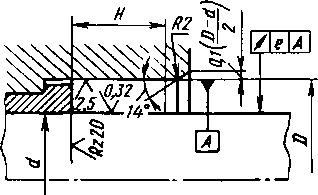 Рнс. 37 Посадочные места под уплотнения показаны на рис. 37. Биение е должно соответствовать 9-й степени точности. Твердость плунжера (штока) рекомендуется 48...52 HRC. Размеры манжет и колец приведены в табл. 35 и 36. Технические требования. Материал деталей (табл. 37): группа 1 - капроновая смола и группа 2 - полиамидная смола. 37. Физико-механические показатели материала манжет и колец Показатель Группа .материала Относительное сжатие деталей в диаметральном направлении. %. не менее Упругое удлинение. %. не менее пинение при,разрыве деталей. %. не менее: не подвергаемых старению, подвергаемых старению в масле (индустриапьное И-ЗОА) в течение 70 ч при +80 X Водопоглошение деталей, %. не менее Допускается изготовление деталей из полиамидных смол других марок, имеющих физико 1схамичсскис показатели не ниже, чем ука)ано и таблице.  Манжеты изготавливают из материалов групп 1 и 2, опорные и нажимные кольца - фуППЫ 1. предельные отклонения размеров, не ограниченных допусками: охватывающих - по Н14, охватываемых по Ы4, прочих - по jsl4, угловых - по 8-й степени точности ГОСТ 8908-81. Рабочая поверхность манжет и нажимных колец должна быть гладкой, глянцевой, без рисок, надрывов, вмятин, наплывов и заусенцев; на нерабочих поверхностях допускаются риски, вмятины и наплывы для манжет не более 0,3 мм, для нажимных колец - не превышающих высоту маркировки. Проверке подлежат размеры Z) и . Остальные размеры контролируют при приемке пресс-форм. МАНЖЕТЫ УПЛОТНИТЕЛЬНЫЕ РЕЗИНОВЫЕ ДЛЯ ГИДРАВЛИЧЕСКИХ УСТРОЙСТВ (ГОСТ 14896-84 в ред. 1992 г.) Резиновые манжеты предназначены для уплотнения цилиндров и штоков гидравлических устройств, работающих при давлении от 0,1 до 50 МПа, со скоростью возвратно-поступательного движения до 0,5 м/с, при температуре от -60 до +200 С, ходе до 10 м и частоте срабатывания до 0,5 Гц. Манжеты в зависимости от конструкции изготовляют типов 1 и 3. Конструкция и размеры манжет типа 1 указаны в табл. 38-40. ГОСТ 14896-84 предусматривает также размеры манжет для уплотнения цилиндров диаметрами: 12-22 мм; 360-525 мм; 560-950 мм, а также штоков диаметрами: 4-14 мм; 335-500 мм; 530-900 мм. 38. Манжеты дня уплотнения цилиндров диаметром D = 25 ч- 60 мм и штоков диаметром = 15 50 мм Размеры, мм 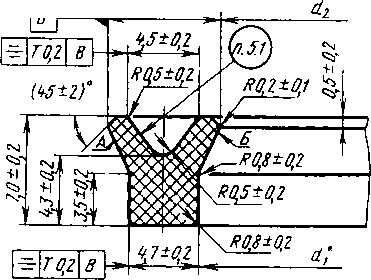 п. 5Л - место маркировки манжеты Размер для справок.
39. Манжеты для уплотнения цилиндров диаметром Z) = 63 -г 90 мм н штоков диаметром = 48 -i- 75 мм Размеры, мм Щ5 ± 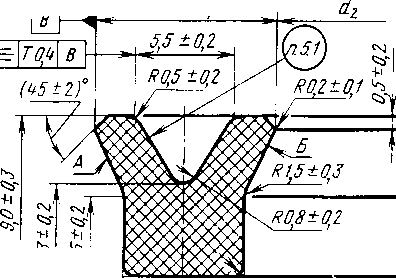 10 ±03 R1.0±0J п. 5.1 - место маркировки манжеты Размер для справок.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||