
|
| |
|
Главная
>
Технологичность сварных конструкций
Номин. Пред OTK.I. Номин. Пред. OTK.:i. Номин. Пред. ОТК.З. 12.4 24.9 ±0:110 ±0.125 ±0.135 ±0.165 ±0.150 ±0Л80 ГОСТ 14896-84 предусматривает конструкции и размеры защитных колец для .манжет типа 3, В канавках под манжеты, погруженных весь эксплуатационный период в рабочую среду, допускается использование покрытий Хим Оке. или Хим. Фос. 6. Стальные трущиеся поверхности, соприкасающиеся с манжетой, должны иметь твердость не ниже 45 Н RC и покрытие не ниже X 48 или многослойное Х.21 молочное с послед\юшим Х.24 и другие: титановые поверхности следует оксидировать, 7. Направляющие детали узлов изготовлять из латуни, бронзы или других антифрикционных материалов, выбираемых из конструктивных соображений- Допуски и посадки указаны в табл 42; 44. 8. В тех Случаях, когда по условиям работы узла возможен разогрев мстатта в зоне уилогмяс\п>1\ лиамстроп иь1ше 80 Х\ во избежание заклн]ииипН1я принятая иосалка (табл. 42; 44) должна быть проверена термическим расчетом При длительной работе уплотнений при температуре 80 °С следует при.менять охлаждение рабочих сред, препятствующее ускоренному износу манжет и нарущению гер.метичности. 9, Забоины, царапины, риски и другие механические повреждения уплотняемых поверхностей не допускаются. 10, При сборке узлов или изделий лля \.меньшения силы трения резины по металлу трущиеся поверхности и .манжеты смазать тонки.м слоем (0.5 м.м) пластичной смазки, инертной к .материалу .манжет, или рабочей жидкостью. 11, При натичии зазора между штоком и иилимлром свыше рекомендуемого табл. 48. 49 ;пя иредотирашения закусывания уса ман-жс 1ы рско.ме и дуется ус тапавлинаи, ()торо- пластовое кольцо, ограничивающее перемещение манжеты в канавке по рис. 43. 12. Для предотвращения повреждения манжет при протягивании их через канавки (ПОД стопорное кольцо) необходимо в них \станавливать монтажное фторопластовое кольцо, которое затем до.тжно удаляться, 13. Имеющиеся в цилиндре (штоке) отверстия заглушать технологическими пробками, изготоапенными . из фторопласта, полиэтилена и других поли.мерных материалов. 14. Категорически запрещается протягивать шток с помощью ударного инструмента. Монтаж должен осуществляться с применением гидравлических, пневматических иди механических устройств. Лля контроля правильности сборки предусмотреть 3-4 протягивания иггока. Перемещение должно быть плавным, без рывков. 15. Инструменты, применяемые для монтажа манжет, изготовлять из пластмасс или мягкого метатла (алюминия, латуни и др.) с закругленными кромками. 16. Манжеты, находящиеся в контакте с рабочей средой более недели, при демонтаже > i.Td повторно не применять, независи.мо от степени их износа. 17. Для облегчения монтажа и устранения возможности повреждения манжет и защитных колец необходимо предусмотреть заходные фаски в цилиндре, на поршне и штоке, указанные на рис. 38-42 и в табл. 47. При невозможности изготовления заходных фасок в цилиндре следует применять оправки по рис. 40. При монтаже манжет через отверстия, резьбы, шлицы и острые кромки канавок следует применять оправки по рис. 41, 42. Допускается применять угол заходных фасок в пределах от 15 до 30* с соответствующим изменением величины с и сохранением размеров по табл. 47 и рис. 38, 39, Примеры монтажа манжет приведены в табл. 48 и 49. Указания по проектированию пресс-форм. 1. Размеры пресс-форм назначать с учетом усадки резины. 2. Шероховатость поверхностей пресс-форм: рабочих (формующих) Ra 0,25 мкм, полировать, посадочных Ra 1,25 мк.м, остальных Ra 2,5 мкм. 3. Рабочие поверхности хромировать на толщину 0.02-0,035 мм. 4. Острые углы пресс-форм, не относящиеся к манжете, скруглять радиусом R = 0,5 м.м. 47. Заходные фаски с
Размеры 1и\я справок. 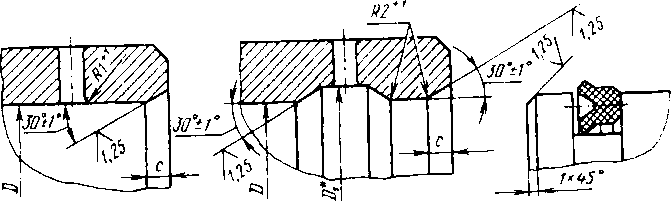 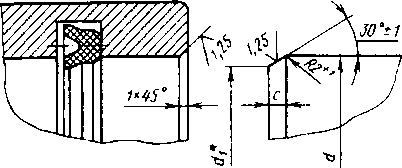 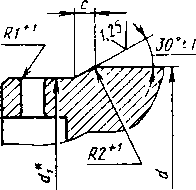 Рис. 39. Уплотнение штока 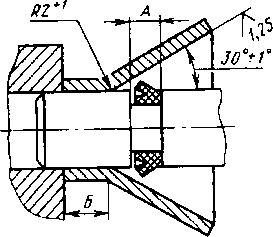 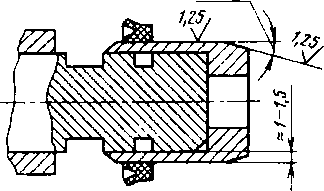 Рис. 40 Рис. 41 48. Примеры монтажа манжет для уплотнения щииндра Схемы конструкций Характеристика условий применения Рабочее давление, МПа Диаметр канавки под манжету d, мм Ачтифрикиионный Mainepua/i Антифрикционный материал Ог0,1 до Ю От 80 до 500 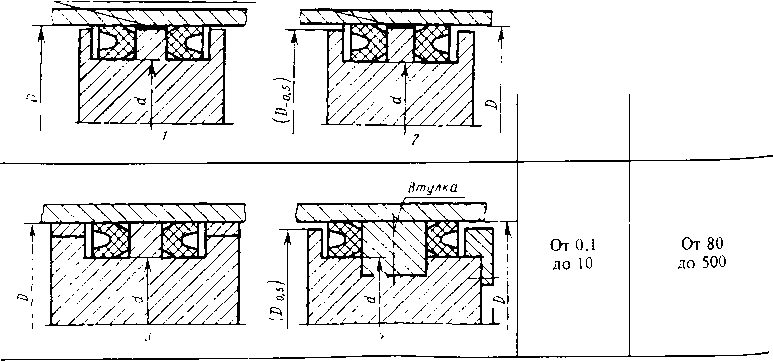 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||