
|
| |
|
Главная
>
Технологичность сварных конструкций
65. Посадочные места для резиновых уплотнительных манжет (воротников) для уплотнения штока Размеры, мм М/7Я мантет до 3555 Для матет 40x60 и более R0,5 Rz fRznO/\ 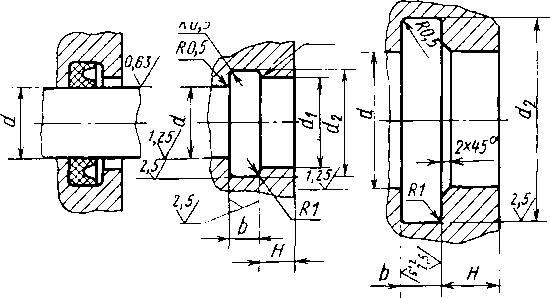 Про(к).1жеиие nuidi. 65
Нир>жныс диаметры кольца прссс-фор.мы: = /)i +0.02/)i: 2н,п = 2 +0-02/)2 . где Z} и Di - наружные диаметры .манжеты. Материал пресс-формы; сталь У7; при изготовлении небольшой партии манжет .можно применять Осталь 35. Термообработка -закатка до твердости 38 .40 HRC, Дополнительные источники 1 Уплотнения шевронные рези но-тканевые лля гидравлических устройств. Технические условия: ГОСТ 22704-7 , 2 Устройства \плотнительныс хтя радиальных неподвижных и радиальных подвижных соединении е повышенным сжатием колеи Консгр\К11ИИ и размеры: ГОСТ 23822-9 3 Устройства \п.то1ИИТсльные хзи рали-a u.in.i\ сое;шнени11 с возвратно-нос гуна кЛь- М!.!\! .1ИИАепИСМ КоНе11ПКиПЯ и paiMCpl.l 4, Устройства уплотнительные хтя клиновидных неподвижных соединений. Конструкция и размеры: ГОСТ 23824-9 5 Устройства уплотнитсльные хтя торио-мы\ неподвижных сое ли нений Констр\киия и размеры ГОСТ 23S26- 9 6 Кольца jauiHTHi.ic хтя >11.1отните.1ЬНЬГ\ \еrpoiicIR ралиа;ьиы\ HCfuviiUiжиыч и под-ииАиых еоединемии. ГОСТ 2382-74 7 Манжеты \а1лоi m: лмкные рс niHoiu.i: /ия I n,ip.iu.iirn4 К11\ veipoMcih I ()( I l4Sft S4 Глава IV ТРУБОПРОВОДЫ И СОЕДИНЕНИЯ ОБЩИЕ СВЕДЕНИЯ ВШТРЕННИЙ ДИАМЕТР ТРУБОПРОВОДА Внутренний диаметр трубопровода для ,+.илкости можно определить по формуле 21.220 je d - внутренний диаметр трубопровода, мм: О - количество жидкости или воздуха, протс--..(юших по трубопроводам, л/мин: v - срел-:!/] скорость движсния ЖИДКОСТИ ИЛИ воздуха. Д.1Я Bouyxa эта ([)ор\1ула будет ориентиро- -(НОИ МОНТАЖ ТРУБОПРОВОДОВ Скобы Д1Я крепления труб следует уста-\ J вливать возможно ближе к коленам или изгибам. При расположении на трубах каких-пбо тяжелых устройств, не требующих спе-:.1льныч опор, расстояния межд\ скобами креп- сния труб уменьшают. Расстояние ~-Л-:.:[\ <)ПО]УЛ\{\\ НЛП CKOOtlMH BblOnpLlKT в 30- И,л:мос гн от нцчужною диаметра тр\бы rjv?.-; i). Же.итсльно ко iccm элемента.м трубопро-иметь свополнми лост\п Трубопроводы Л/КНы о 1еосд[1няться без снятия агрегатов. Штуиера следует располагать так. чтобы можно было осуществлять сборку и разборку каждого соединения в отдельности. При большой хтине трубопровода необходимо предусматривать компенсаиию температурных расши рений. В штуцерах, которыми трубопроводы присоединяют к агрегатам, нарезают цилиндрическую и коническую резьбьг Коническая резьба не требует уплотняющих прокладок, однако в соединениях, подвергаемых частой разборке, применять ее не следует, так как она теряет гер.метичность. Стальные трубы пля присоединения конической резьбой приведены в табл. 3. При перемещениях одних частей .меха-низ.ма относительно других используют соединения с гибки.м шлангом, который не должен скручиваться при зксплуатшии. Трубопроводы у места присоединения к ним шзангов должны иметь опоры. Радиус изгиба должен быть не менее десяти наружных диаметров шланга. Смонтированную систему проверяют на гер.метичность {обычно полуторным рабочим давлением). Внутреннее рабочее лапление дтя бесшовных труб приведено в табл, 2. Гидравлические трубопроводы следует проектировать без .местных возвышени!!. что- 1. Расстояние между опорами пя крепления труб Paj\tepbi. \(\[
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||