
|
| |
|
Главная
>
Технологичность сварных конструкций У сто (in ос оботнакмис спарного соединения КоНСТрукТИ1ШЬГС )ЛСМСМТ1>1 ггодготоилснных кромок сиаринаемых дет;с1ей сварного шиа Способ спарки с (ирсл, откл ± I) Л (г[ред. откл ± 1 Ном. Пред (.ГГКЛ. C1-S 2222  РИНп Св. 1 8 до 20 Св. 20 до 22 Св. 22 до 24 Св. 24 до 26 Св. 26 до 28 Св. 28 до 30 Св. 30 до 32 ±2 ± 3 ИроАнженис табл. 20 Условное oOotHirHCflHC сварного С<К Д НСНИЯ Конструшивныс элемент [[ подготоалснных кромок свариваемых летатсн сварною шва Способ сварки Прел огкт с 1П1.Х.Л. сякл ± 1) Пх:д. опст. Ном, 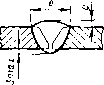 РИНп РИНп; АИНи От 4 до 6 С в, 6 до 8 Св. S до 10 ± 2 nti(vjn;rrcniic сварного соединения Конструктивные jJicMcrr ri> ПОЛГОТОПЛСР(Н1>1\ K)(JMOK свариваемых деталей сварного шва Способ сварки с {щ-кд.-откл. ± I Ном, пред, ОГК11. Ном, Пред. ОГК.Т. 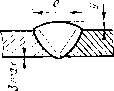 РИНи РИНп; АИНп: АИНп- От 4 ДО Ь Св. 6 до 8 Св 8 до 10 Св, 10 до 12 Св. 12 до 14 Св, 14 до 16 С в, 16 до 18 ± 2 ± 3 |
||||||||||||||||||||||||||||||||||||||