
|
| |
|
Главная
>
Технологичность сварных конструкций У i о = X b s a X т К гЗ tri .О о ш ->1 Ю с* о О (J Конст()уктиВ[11,[с элементы и размеры ппдготипленных кромок свариваемых деталей сварною шва Номин. Пред, о гкл (пред. откт, +2) 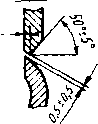   ЗН; ЗН Р П римсм;!ние. \\ соединениях У16 ... У19 сечение / - ачолв оси труЬы: .Л-Л - перненликуляр1Н1 оси трубы ИроОилжеиис табя 21 У х о Е 5 и - j- р- - -j я л I X о I cl = о j Конструктивные элементы н ршмсры полготов.[енных кромок сиаринаемых деталей CBajiHoro шва 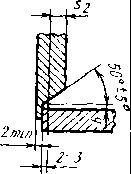 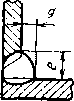 1-1,0 -0,5 -1-5 ± U0 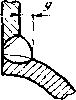 10.0 11.0 13,0 14.0 Примечании I При способе ctiapKn ЗН залор Ь = 2,0 , 2 Дтина протачиваемой части приварыша, входяшей в трубу, ус га на вливается при проектировании соединения. 3 Величина S2 приведена после расточки. S 0= 0 = Р S aj U. г 1 - Q tU S Я! I Е Я = S г-1 Я1 . О IE щ Конструктивные элементы и размеры подготовленных кромок свариваемых деталей сварного шва   ЗП; ЗМ; Р; + 1,0 -0.5 ± 1,0 10,0 ,1,0 13,0 14.0 Примечание. При способе сварки ЗН .чазор b~V ГОСТ 16037-80 предусмариваст также и другие конструктивные элементы свариваемых деталей. |