
|
| |
|
Главная
>
Технологичность сварных конструкций СВАРНЫЕ СОРИНЕНИЯ ИЗ ПЛАСТМАСС Пластмассы н большинстве случаев явля-кися м((огокомпонентными смесями и ком-1(0111иконнь[ми матери;и1ами. у koiopiii.x технологические свойства, н том числе и свари-ьасмость, в основном определяются свойслна-ми полимера. В зависимости от поведения полимера при нагревании различают два вида пластмасс -терчопласгы, материалы, которые мог>л многократно нагреваться и переходить при этом из шердого в вя.жотекучее состояние, и реак-топлаеты, которые могчт претерпевать этот процесс лишь однократно Оценка сварнвае.чости пластмасс. Процесс сварки термопластов состоит в активации свариваемых поверхностей деталей, либо на-чодяшился уже в контакте (сварка ТВЧ, СВЧ). либо приводим]11х в контакт после (сварка нагретым инструментом, газом, ИК-пзлучсплем и тд.) или одновременно с активизацией (сварка трением, УЗ-сварка).При плoтнo1 контакте активированных слоев должны реатизовагьсм силь1 межмолекуляр-Hiiro взаимодействия. В пропессе образования сварных соединений (при о.клаждении) происходит фор.миро-вание надмолекулярных структ>р в шве, а также развитие полей собственных напряжс-hh(i и их релаксация. Эти конкурируюшис процесс .[ определяют конечные свойства ::riapht)io соединения. Технологическая задача сварки - макси-малыго приблизить по евойетвам шов к исходному - основному материалу Чтобы образовалось сварное соединение дв>х поверхностей, необходн.мо прежде всего обеспечить течение расплава в этой зоне. Течение расплава в зоне сварки зависит от его вязкости чем меньше вязкость, тем активнее проиеход))Т сдвиговые деформации в расплаве - разрушение и удаление дефсктньХ слоев на контактир>юших поверхностях, тем меньшее давление необходимо прилагать ,г1я С1>елине-ния дстатсй. Вязкость расплава в свою очередь зависит от природы пластмассы и температуры нагрева в интервале вязкогекучести. Вязкость служит одним из признаков, определяюших свариваемость пласт-массьн чем она меньше в интервале вязкотекучести, тем лучше свариваемость и, наоборот, чем больше вязкосТ[., тем сложнее разрушит[, и ула тит> и.) зоны контакта ингредиенты, прспязствуюшие взаимодействию макромолекул. Однако нафев йля каждого поли.мера ограничен определенной температурой деструкиии Т, выше которой происходит е[о ра.зложение - лестрлсция. Термопласты различаются по граничным шачения.м температурного интервала вязкотекучести. те. между температурой их текучести Г, и деструкиии Тд (чабл. 1). I. Температурный интервал вязкотекучести некоторых термопластов
Чеч шире интервал вязкотск\честп lepMo-f f ласта, тем проще иол учить качественное сварное соединение, ибо отклонения по температуре в зоне шва отражаются .менее на нелнчине вязкости 3.1 количественные показатели свариваемости примяты: TCMncpinypHbul пнгерват вязкотекучести ST, минимальное значение вязкости Птш-Градиент изменения вязкости в этом интервале. По свариваемости термопласти<(Ные пластмассы можно разбить по этим показателям на четыре фуипь[ (табл. П). НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ И. Классификация 1ыастмасс по свариваемости
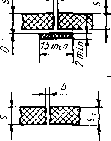
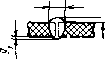
Сварка термопластичных пластмасс возможна, если материал переходит в состояние вязкого расплава, если его температурный интервал вяакотекучести достаточно широк, а фадиент изменения вязкости в этом интервале минима-тьнын, так как взаимодействие макромолекул в зоне контакта происходит по границе, обладаюшей одинаковой вязкостью. При экспериментальной оценке свариваемости пластмасс фундаментальным показателем является длительная прочность сварного соединения, работаюшего в конкретных условиях по сравнению с основным материалом СОЕДИНЕНИЯ СВАРНЫЕ ИЗ ПОЛИЭТИЛЕНА, ПОЛИПРОПИЛЕНА И винигиистА гост 16310-80 распространяется на соединения из полиэтилена, полипропилена и винипласта, выполненные сваркой нафстым газом с присадочным прутком или экструзи- оннои сваркой и устанавливает основные типы, конструктивные элементы и размеры сварных соединений. Стандарт не распространяется на угловь[е тавровые сварные соединения с утлом между соединяемыми элеме1ггами, отличным от 90 ± 5 °, а также на соединения трубопроводов. В стандарте приняты следующие обозначения способов сварки: Г - сварка нафетым газом с присалоным прутком; Э - сварка экструзионная. Конструктивные элементы сварных соединений и их размеры указаны в табл. 23. Технические требования. 1 При разнице в толшине свариваемых деталей свь[ше 1 мм на детали, имеющей большую толшину i[, должен бьпъ сделан скос с одной hjth двух сторон до толшины более тонкой детали S\ {рис. 6). При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толшине 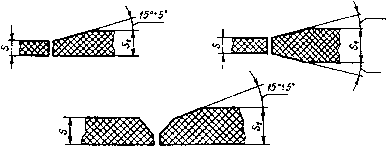 Рис. 6 2. Для расчетных снарнь[х соединений катет углового шва К должен быть установлен п1ж проектировании соединений. 3. Предельные отклонения катета углового -Ь1,0 мм при К < Ь мм, + 1,5 мм при 6 <, К< 12 мм; + 2,0 мм при К> 12 чм. 4. Допускается выпуклость углового шви 23. Конструктивные элементы пощотовленных кромок деталей н швов соелиненнн из полиэтилена, полипропилена и винипласта (по ГОСТ 16310-80) [:г!мср1.(, мм
  СЪ1ковые соединения 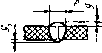  (njXH. OTK,1. + I) (пред откл, ± I) f, Hc шлее lie 6a[ce |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||