
|
| |
|
Главная
>
Технологичность сварных конструкций Условное обозначение ш ва Ко{струкция соелиисиия п0д1 отовлсни ых кромок деталей шва соединении Способ сварки Яр угие размеры Фасонных частей с зрубами КТрс t-cr 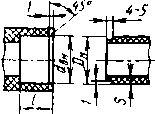 40 50 90 ПО 12-20 15-25 22-45 26-55 -(0.2 ... 0.7) Заглушек l- трубами KTix 2-10 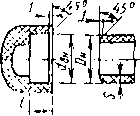 16-25 32-40 50-63 13-16 18-20 23-27 (0.2 ... 0.7) To же KTiK 2-20 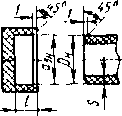 16-32 40-63 75-110 I3-IS 20-27 30-42 -(0.2 ... 0.7) L.liArnuil- wi-j.ri 1 1 L-i 1 г 1У1 23r. Основные типы н размеры (мм) тавровых сварных соединений трубопроводов из ПВД (ПЭВД), ПНД (ПЭНД) и ПП Условное обозначение Конструкция соединения Конструктивные элементы подготовле н н ых кромок деталей шва соединения Способ сварки Т1. Т2 Патрубков с трубами в переходном тройнике :ч1,Н2 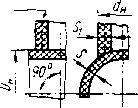  То же   Продолжение табл. 23 г
СВАРНЫЕ СОЕДИНЕНИЯ ИЗ ПЛЕНОК Основные типы сварных соединений из полиэтиленовых пленок толщиной 30-500 мкм, выполненных термоконтактной сваркой (контактной тепловой, в том числе и термоимпульсной), газовым теплоносителем, инфракрасным излучением и экструдируемой присадкой, установлены ОСТ 1.41117-87. В стандарте приняты следующие обозначения способов сварки; ГТ - газовыми теплоносителями без присадки; К - термоконтактная; КТИ - контактная термоимпульсная; ИК - инфракрасным излучением; ЭП - экструдируемой присадкой. Условные обозначения различных типов сварных соединений, конструктивные элементы и размеры подготовленных кромок свариваемых деталей и швов приведены в табл. 23д. Указанные в стандарте соединения в ряде случаев могут быть выполнены с помошью других способов сварки, а также из других материалов. Так, соединения типа СЗ - С8. HI - НЗ, Р1 - Р5 можно выполнять термоконтактной сваркой (К и КТИ) из пленок полипропилена, плавких фторопластов (Ф-4МБ, Ф-40, Ф-42 Ф-4НА, Ф-ЗМ, Ф-30, Ф-32Л, Ф-2М, Ф -10), термопластичного полиуретана (ТПУ); нз, Р4 - из пленок фторопласта-4 и др. Соединения типа СЗ - С8, HI - НЗ, Р1 -Р5 мог>т быть выполнены также высокочастотной сваркой в случае пленок, хорошо/сва-ривае.мых эти.м .методом - поливинилхлорид-ных. полиамидных, некоторых фторопластовых пленок (Ф-2М, Ф-32Л, Ф-26, Ф-42, Ф-4НА), пленок из термопластичного полиуретана и др. Сварные соединения типа Н] и Р1 могут быть выполнены ультразвуковой сваркой в случае тонких ориентированных по-лиэтилентерефталатных и полипропиленовых пленок. Помимо типов сварных соединений, установленных ОСТ 1.41117-87, при сварке пленок можно применять нахлесточное соединение с заделкой кромок, выполненное двусторонней термоконтактной, высокочастотной либо ультразвуковой сваркой (см. табл. 23е, условное обозначение Н7). Типы сварных соединений из армированных пленок толщиной 0,5-1,5 мм как равно-толщинных. так и разнотолщинных с двусторонним и односторонним нанесением термопластичного покрытия из поливинил-хлорида, полиа.мида, полиэтилена, полипропилена и других термопластов, выполненные контактной тепловой (термоконтактной) прессовой сваркой, определены ОСТ 102-47-78. Условные обозначения различных типов сварных соединений, конструктивные элементы и размеры подготовленных кромок свариваемых деталей и швов, установленные настоящим стандартом, приведены в табл. 23е - 23и; условное обозначение способа термоконтактной (контактной тепловой) прессовой сварки - КПТ (соответствует обозначению К в ОСТ 1.41117-87). Кромки швов сварных соединений нз армированных пленок (за исключением соединения типа Н2) должны быть заплавлены слоем термопласта, который герметизирует шов и образует плавный переход к основному материалу, при этом толщина материала шва должна быть не менее одинарной толщины свариваемой пленки. Сварные соединения армированных пленок могут быть выполнены контактной термоимпульсной сваркой (КТИ), а также высокочастотной прессовой сваркой в случае армированных пленок и других комбинированных пленочных материалов с двусторон-ни.м и односторонним нанесением термопластичного покрытия, хорошо свариваемого этим методо.м - поливинилхлорида, термопластичного полиуретана, некоторых плавких фторопластов (Ф-2М, Ф-32Л, Ф-26. Ф-42, Ф-4НА) и др. |