
|
| |
|
Главная
>
Технологичность сварных конструкций 23и. Условные о()озн:1мсния, размеры (мм) / -образных сварных соединений (ранговых) армированных пленок (тс)мокотакгная прсссопая сварка) Характер 131.1П0ЛН0ННОГО Услонпос обозиачс-нис Конструктивные элемсн1ы подготовленных кромок деталей UHia СОСДИПС1Н1Я Двусто1х?нпий без дополнительных накладок 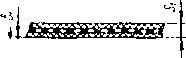 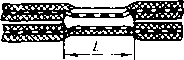 0,5 - 1,5 0,5- 1,5 30-50 Двусторонний с ин утренней армированной прокладкой 0,5- 1,5 0,5- 1,5 0,5- 1,5 20 - 50 До 60 Двусторонний с допатмитсль-ной псарми рованной прокладкой 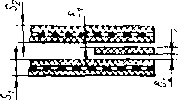 0,5- 1,5 0,5 - 1,5 0,5- 1,5 20 - 50 До 60 Двусторонни\1 с дополничель-ной армированной на-к. 1адкой 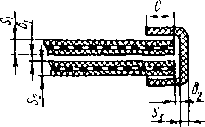 0,5 - 1,5 0,5- 1,5 0,5 - 1,0 До 2 20 - 40 До 60 ТЕХНОЛОГИЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ 24. Примеры конструирования сварных соединений* Н еудо вл етвор ител ь н ая констр\т<ция Правильная конструкция Обеспечивать удобный подвод электродов к месту сварки Сварные швы вынесены из тесного пространства между перегородками  Ддя приварки размерных трубок к листам сварные швы вынесены на поверхность Фланец отнесен от смежной стенки патрубка i is Сварной шов вынесен на торец фланца Устранять совмещения швов. Сводить к минимуму количество сварочного металла   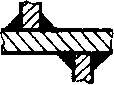 Ребра для приварки расположены в шахматном порядке 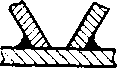 Для приварки перего родки раздвинуты Исключать сварку толстых деталей с тонкими Свариваемым кромкам придано примерно одинаковое сечение Орлов П. И. Основы конструирования. Изд. 3-е. Кн 2, М : Машиностроение, 1988 Продолжение табл. Правильная конструкция Приварка фланца к тонкостенной трубе Фланец приварен тог костенным переходом Приварка пальца к листу 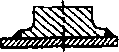 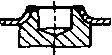 У пальца образова тонкостенный фланец В пальце у места сварю образована выборка ме талла  Приварка дисков к ободу колеса / ч  Обод выполнен с тон костенными переход ными кольцами дл* приварки к дискам  Предусматривать фиксацию свариваемых деталей без применения специальных приспособлений Шаровая деталь и стержень взаимно центрируются Для приварки фланец зафиксирован на трубе Д1Я приварки бобышка зафиксирована оурти-ком |