
|
| |
|
Главная
>
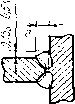
Технологичность сварных конструкций Услоьнос обозначение спарного соединения Конструктивные элементы подготовленных кромок свариваемьга деталей 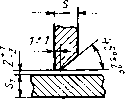 сварного шва  Св. 24 до 28 Св- 28 до 32 Св 32 до 36 Св. 36 до 40 Св. 40 до 44 Св. 44 до 48 Св. 48 до 52 Св. 52 до 56 Св- 56 до 60 Номин 33 36 40 44 47 50 54 58 62 Пред. откл. ± 3 ± 4 От 8 до И Св. И до 14 0j5s-0,5s 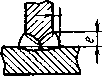 s-,>0,5s Св 14 Св, 17 Св. 20 Св. 24 Св. 28 Св, 32 Св. 36 Св. 40 Св. 44 Св, 48 Св. 52 Св. 56 до 17 до 20 до 24 до 28 до 32 до 36 до 40 до 44 до 48 до 52 до 56 до 60 Св. 60 Св. 64 Св, 70 Св. 76 Св. 82 Св. 88 Св. 94 до 64 до 70 до 76 до 82 до 88 до 94 до 100 12 14 16 18 20 22 24 26 28 30 32 34 37 40 43 46 48 52 56 ±2 ± 3
л о гч
 V С] 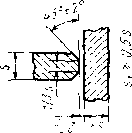
11а\лес-1ч)чные еоеа><нення
П р и м сча н ни; 1. ГОСТ 5264-80 предусматривает и Д1>у!1лс конструктивные элементы свариваемых деталей. 2 Допускается выпуклость и вогмутость угушвого шва до 30 % его катета. При этом вогнутость не должна приводить к уменьшению значения катета А , установленного при проектировании. (Катетом А является катет наибольиего прямоугольного треугольника, вписанного во внсш-нкн) часть у[,к)но1о шва. При симмстричн<ш шве за катет А принимается любой из равных катетов, при несимметричном шве - меньший). 3, Допускается в мес-кгх пс1тскрьггия CBCipiiiiU швов и в местах испр;\Ш1ения дсс1екплв уветпение ]мзмсров штюв до 30 % номин;ыьного значения. 4. При подгоп)г1ке кромок с примемепием ручного инсгрумсп1а предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При )Uivi соиTBCic iBiHHO МОЖС1 быть изменена ширина шва с\ С. Допускается применять приведенные в таблице основные типы сварных соединений, конструктинные элементы и ра!меры сварных соединений при сварке и двуокиси углерода электродной проволокой диаметром 0.v>-l,4 мм (УП). |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||