
|
| |
|
Главная
>
Технологичность сварных конструкций ПроОолженпе maCxi 6
Кольца сечением 8.5 м.м 05/ I \ I
ГОСТ 9833-73 предусматривает размеры колеи сечением: 1.4. 1.9. 7,5 мм Масса (табл. 6) указана для справок при условной плотности резины ЮОО кг/м. Допускается уточнять массу 1000 шт. колец в зависимости от плотности резины конкретной марки и предельных отклонений размеров колец. Плотность конкретных марок резин, из которых изготаааивают кольца, 1200...2100 кг/м. Пример обозначения кольца для штока диаметром 20 мм, цилиндра диаметром 25 мм, диаметр сечения кольца 3 мм. группы точности 2 из резины гр>Т1пы 4: Кольцо 020-025-30-2-4 ГОСТ 9833- 73/ГОСТ 18829- 73 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К КОЛЬЦАМ Отклонение от геометрической формы сечения колец (смешение по плоскости разъема пресс-форм, овальность и др.) не должны выходить за пределы допускаемых отклонений по диаметру сечения кольца и не должны превышать 0,15 мм. Шероховатость формующей поверхности пресс-форм, определяющей поверхность колец, не грубее Ra 0,32 мкм. Срок сохраняемости колец с момента изготовлен ия, включая время работы, дол жен составлять не менее: для резин групп О, 1, 2 и 3-9 лет; для резин группы 4-10 лет; для резин групп 5, 6 и 7 - 14 лет. Гарантийные сроки и наработка колец для неподвижных соединений гидравлических устройств при статическо.м даазении до 32 МПа и пневматических устройств {тхя резин групп 0. 1, 2, 3. 4) при статическом даачении до 6,3 МПа \тсазаны в табл. 7. Физико-механические показатели резины, применяемой для изготовления колец, приведены в табл. 9. Способы установки резиновых колен и требования к сопрягаемым деталям. Способы установки показаны на рис. 1. Предельные отклонения диаметров сопрягаемых деталей по системе отверстия в зависимости от даа1ения и вида соединения выбирают по табл. 8. Предельные отклонения на размеры канавок должны соответствовать табл. 8а. Шероховатость поверхности сопрягаемых деталей с учетом покрытий должна быть не ниже указанной на рис. 2. 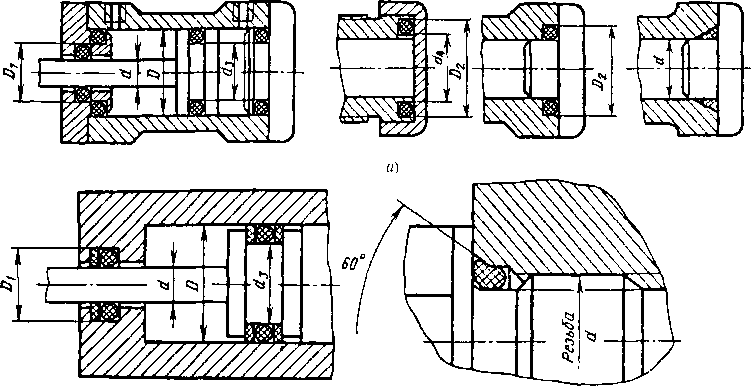 Рис. 1. Способы установки резиновых колец; а - без заищтных колец: о - с защитными кольцами; в - пяя резьбовь[\ соединений 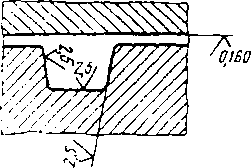 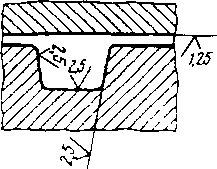 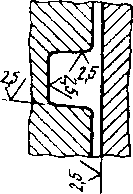 Рис. 2. Шероховатость поверхности сопрягаемых деталей. Соединение: а - подвижное; 6 ~ неподвижное; в - торцовое Для повышения долговечности резиновых колец рекомендуется применять покрытия поверхностей штоков: стальных - твердое хромирование; из алюминиевых сплавов -хромовокислое анодирование или другие методы поверхностного упрочнения. Размеры канавок и посадочных мест под резиновые кольца без защитных колец рекомендуется выбирать для уплотнений: радиальных - по табл. 10-15; торцовых - табл. 16- 21; по конусной фаске - табл. 22; резьбовых соединений - табл. 23. В подвижных пневматических устройствах должна обеспечиваться смазка трущихся поверхностей. Рекомендацин по монтажу колец. 1 При установке резиновые кольца следует предохранять от перекосов, скручивания, механических повреждений и порезов. Поверхности сопрягаемых деталей должны быть чистыми, не содержать абразивных продуктов и продуктов коррозии. Поверхность рекомендуется смазывать смазкой, инертной к материалу колец, или рабочими жидкостями, обладающими хорошими смазывающими свойствами. 2. Для облегчения монтажа необходимо предусмотреть заходные фаски в цилиндре, на поршне и щтоке, указанные на рис. 3, а я 6. Для уплотнения щтока кольцами с внутренними диаметрами d], мм, более указанных ниже 1,4 30 1,9 30 2.5 30 3,0 45 3,6 55 4.6 65 5,8 SO 7,5 ПО 8,5 130 рекомендуется применять открытые канавки (рис. 3, в). 3. Если в процессе монтажа кольцо проходит по отверстию, то во избежание среза делают кольцевые проточки (рис. 4). Если невозможно выполнить кольцевую проточку, то притупляют острые кромки. 4. Для установки уплотнительных колец в наружные канавки рекомендуется применять конусные оправки (рис. 5). В случае, когда кольцо при монтаже проходит по резьбе, сле--дует применять оправки, прикрывающие резьбу. (Продолжение рекомендаций см. с.298). 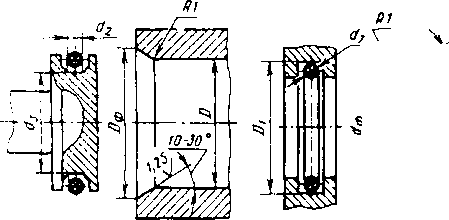 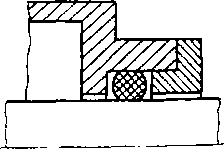 Рис. 3. Заходные фаски: а - для цилиндра Оф = d + 2d2 + 1 ; 6 ~ для штока dф ~ Dy - Idj - 1 ; в - открытые канавки |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||