
|
| |
|
Главная
>
Технологичность сварных конструкций 19. Разность толшин листов при стыковой сварке, мм
Рис. 2 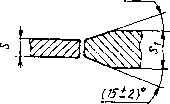 Рис. 3 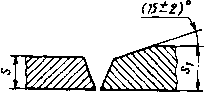 Рис. 4 Допускается смешение свариваемь\ кромок перед сваркой относительно друг друга. не более 0.5 мм - дтя дета;ей to.thuihoh до 4 мм; 1,0 мм - ,гтя толшиг) 4 - 10 мм. О.Ь. но не более 3 .мм - Д-тя деталей тол-шинои 10 - 100 мм: О.ОЬ + 2 м.м, но не бо.тее 4 мм - дтя деталей юлшиной более 100 мм. В стьковьх, тавровых и угловых сосдиг1е-ниях толщиной 6o.iee 16 мм, выполняемых в монтажных условиях, допускается увеличение ночшнаизного 1начсния размера /i до 4 мм При лом соответственно \(ожет быть увеличена ширина ища с. е\. При сварке в положениях. отли1ных от нижнего. допускае1ся увеличение размера g и ,t;i. НС более: ыя деталей голшилой до 60 Mvr - 1,0 мм; дтя .тетллей то.тшиной св 60 м.м - 2.0 мм. При выполнении двустороннего шва с полным проплаатенисм перед сваркой с обратной стороны корень шва расчишакуг до ЧТ1СТОГО метатла. Катеты углового шва К и К\ до.тжны быть установлены при проектировании сварного соединения, но не более 3 мм для детатей ТОЛ1ПИНОЙ до 3 мм включите.тьно и 1,2 тол-тины более тонкой детали при сварке деталей т().тшиной свыше 3 м.м. Предельные от-к-тонения катетов углового шва от номннать-ного значения должны соответствовать: + 1.0 -0,5 + 2.0 -1.0 -2,5 -1.5 + 3,0 -2,0 при Аи А ] СП 3 до 5 М.М вктючитсльно, при Аи К\ от 5 ло S мм вкзючительно. при А и Xl от 8 ло 12 мм вктючшельно, при А и К\ свьппе 12 мм. При Применении электродов с более высоким временным сопротив-чепием разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен Примерно Пропорционально отношению временного сопротивления разрыву материала шва к временно.му сопротивлению основного металла. СВ.\РНЫЕ СОЕДИНЕНИЯ ИЗ АЛЮМИНИЯ И ДДЮМИНИЕВЫХ СПЛАВОВ Условные обозначения способов дуговой сварки в инертных глзах. РИНн - ручная неплавяшнмся злсктро-лом с присадочным мешллом. АИНп - автоматическая неплавяши.мся электродом с ирисазочиым металлом: АИНПЗ - авто.чгатичеекая неплавяишмся электродом с Присадочным MaTcpnaaoxf -трехфазная: АИП автоматическая плавншимся элек-тролом - олнолуловая: ПИП - полуавгоматическ;1Я плавяши.мся электродочг (табл 20). Технические требования. Кромки снлри-HijeMiix детален до.мжны бы гь обработаны механическим пугем не грубее параметров шероховатости поверхности Rz 4U мкм. При сварке швов стыковых соединений -теталей нсодиткаковой толтпины. ксхда разность то;ЩИН не превышает величин, указанных в табл. 21. подготовку кромок пол сварку производят так же, как и для деталей одинаковой то.ииины. В этом случае кортетрчтстив-ные э..ементы подготовленных кромок и размеры шва назначают по большей толшине свариваемых деаалей. Лля осушествления плавного перехода от 0,той летали к друюй лопускается наклонное расположение поверхности шва. При разности в толшине свариваемых де-TaatTT свыше значе1П1Й. указани.1х в табл. 21, на летали, имеюп1ей боаьщуто го л шину i лолжен б>ть сделан скос с олной или двух сторон до голП1ипь топкой детали как указано ма рис. э При это.м консгруктивные элементы под-I оювлеииых кромок и размеры сварного иВа следует выбирать по меньшей толшине. В С1ЫК0ВЫХ соединениях без скоса кромок деталей гол шиной свыше 6 мм при сварке нсплавятнмся электродом с ирисадочны.м металлом для обеспечения направленности ею лодачи в сварочную ванну разрешается снимать фаску с верхних кромок деталей размером и.о.-.1,5 мм) X 45°. При сварке в несложениях. отличных от нижнего, допускается уч>слнчепие размере шв;1. но не более: 2 мм - хтя толшин до 25 мм: 3 мм ~ свыше 25 мм. 21. Разность толшин (мм) при стыковой сварке
При сварке в гелии на постоянном ток* размеры шва могут быть уменьшены до 15%. Для расчетных угловых швов значения катета должны быть установлены при проектировании (см. с, 29). Предельные отклонения величины катет; расчетных швов до.гжны соответствовать: -1-2,0 мм при А< 5 мм; + 3,0 .чм при 5 < К< 8 мм; +4,0 .м.м при К >% мм. Для стыковых соединений допускаетс5 уменьшение размера с ло 2 ± 1 vim. д-тя тавровых и угловых соединений до 1 .мм. 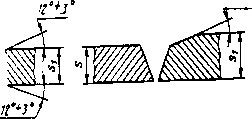 Рис. 5 20, Конструктивные элементы и размеры сварных соединений из алюминия и алюминиевых снлавов (но ГОСТ 14806-80) (Дуговая снаркл в инертных газах) Размеры, мм
Стыковые соединения 777. РИНп; АИИп Or 0,8 до 1,0 Св- 1,0 до 2,5 Св. 2.5 до 4,0 + 0,5 От 0,Я до 1.0 + 0,5 РИНп: АИНп Св. 1.0 до 2,0 Св. 2,0 до 4,0 Св. 4,0 до 5,0 + К0 АИПп: ЛИНи-3 Сн. 4.0 до 6.0 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||