
|
| |
|
Главная
>
Технологичность сварных конструкций 30. Основные размеры резиновых армированных манжет, мм Тип I Тип 2 Уплотняемая cpeda 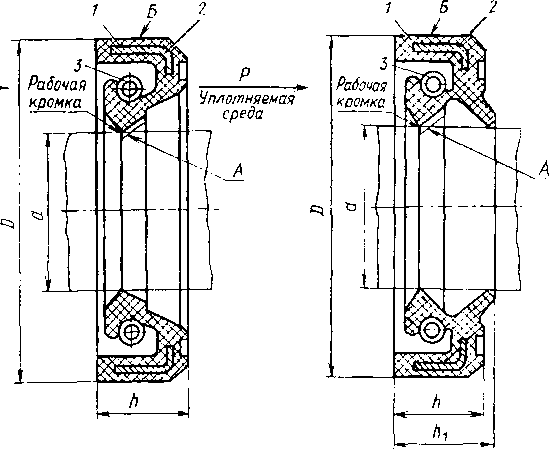 I - резина; 2 - каркас; 3 - пружина
Основные размеры манжет должны соответствовать указанным в табл. 30. ГОСТ 8752-79 предусматривает также: d свыше 200 до 480 мм; ряды 2; 3 и 4. Манжеты по ряду 1 предназначены для предпочтительного применения во всех отраслях машиностроения. Манжеты по ряду 2 допускается применять в дополнение к ряду 1 для автомобильной промышленности и изделий специального назначения. Манжеты по ряду 3 допускается применять в дополнение к ряду 1 только для авиа- -XXX -XXX ционной техники. Манжеты по ряду 4 допускается применять в дополнение к ряду 1 только для комплектации импортного оборудования. Для машин и узлов, находящихся в эксплуатации и в серийном производстве, допускается изготовлять манжеты с основными размерами, не предусмотренными ГОСТ 8752-79, по рабочим чертежам, утвержденным в установленном порядке. Условное обозначение манжет с пружиной строится по следующей структуре: ГОСТ 8752-79/номер отраслевого стандарта или чертежа Группа резины Наружный диаметр манжеты, мм Диаметр вала, мм Исполнение манжеты Тип манжеты й S а ♦ 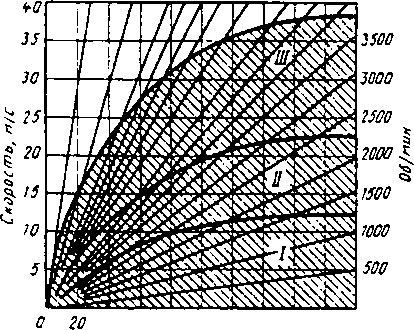 Рис. 25. Диаграмма выбора резины: / - резины 1 - 3-й групп; - 4-й группы; / - 5-й и 6-й групп Примечания к диаграмме: 1. Для серийных манжет типа 2, выпускаемых по согласованным чертежам, скорости должны быть снижены на 30-50 %. 2. Допускается применять резины 1 - 3-й групп в зоне II без гарантий, указанных в разделе 8 ГОСТ 8752-79- 60 io юо по т т jso 200 Диаметр бона, мм Пример обозначения манжеты типа 1, исполнения 1 для вала диаметром 60 мм с наружным диаметром 85 мм из резины группы 1: Манжета }.1-60к85-1 ГОСТ 8152-191 номер чертежа Технические требования. I. Манжеты должны изготовляться в соответствии с требованиями настоящего стандарта по отраслевым стандартам, рабочим чертежам и технологическим регламентам, утвержденным в установленном порядке. Каркасы и пружины должны изготовляться по отраслевым стандартам или рабочим чертежам, утвержденным в установленном порядке. 2. В зависимости от условий работы манжет группу резины выбирают по диафамме (рис. 25) и следующим данным в табл, 30а. 30а. Условия выбора резины
Примечания: 1. Буква С означает, что пригодность резины для уплотнения данной группы сред опре де.гяется по согласованию потребителя с изготовителем. 2. Знак - означает, что эластомер неприменим для уплотнения в указанной группе сред. 3. Группа и марка резины определяется по согласованию потребителя с изготовителем. 3. Для работы в условиях Крайнего Севера манжеты реко.мендуется изготовлять из резины групп 3, 6. 4. Не допускается разъем пресс-форм по рабочей кромке и поверхностям А и Б. 5. На поверхности А в технически обоснованных случаях допускается изготовлять мас-лоотгонные рельефы с возможным выходом на рабочую кромку манжет по рабочим чертежам, утвержденным в установленном порядке. 6 Каркас должен быть обрезинен. Допускается оголение поверхности каркаса в местах фиксации каркаса в пресс-форме. 7 Предельные отклонения по наружному лиаметру D манжет 1, 2 и 4-го рядов не должны превышать следующих значений, мм: Наружный диаметр ................... До 30 Св. 30 Св. 80 до 80 до 150 Предельные отклонения +0,35 +0.15 +0,40 +0,20 +0,50 +0,30 8. Предельные отклонения высоты Л ман жеты не должны превышать следующих значений, мм: Высота манжеты .... 5-8 10, 12 15 Предельные отклонения .............. +0,2 + 0.3 + 0.4 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||