
|
| |
|
Главная
>
Технологичность сварных конструкций 9. Манжеты должны быть морозостойки при температурах, указанных в табл. 30а. 10. Манжеты должны обеспечивать герметичность при испытании на специальном стенде в течение 48 ч по методике, утвержденной в установленном порядке. 11. Допускается подтекание без кап-леобразования и падения. Удельная утечка не должна быть более Ю cmV(cm4). Расчет удельной утечки д в cmV(cm ч) производят по формуле где Q - утечка за время !, см; D - диаметр вала, см; t - время сбора утечки, ч (/ > 8 ч). 12. 95 %-ный ресурс должен быть: 1) для манжет из резин групп 1-3, установленных; на тракторах, двигателях и судовых механизмах - не менее 3000 ч; на автомобилях - 120000 км пробега; 2) для манжет из резин групп 4-5, установленных: на тракторах, двигателях и судовых механизмах - не менее 10000 ч; на автомобилях - 200000 км пробега; 3) для манжет из резин группы 6. установленных: на тракторах, двигателях и судовых механизмах - не менее 5000 ч; на автомобилях - 150000 км пробега. 31. Параметры сопряженных деталей
При эксплуатации изделий в агрессивных средах необходимо применять валы с защитным антикоррозионным покрытием Xjb 42 Значения щероховатости и отклонения размеров вала до-тжны быть указаны после покрытия. В технически обоснованных случаях допускается применять валы с меньшей твердостью или изготовлять их из чугуна с твердостью не менее 170, 241 НВ и цветных металлов по согла-сованию с разработчиком стандарта. Требования к уплотни-тельным узлам, сопряженным деталям и монтажу манжет. 1. Манжету устанавливают в агрегате в соответствии с рис. 26. 2. Параметры сопряженных деталей должны соответствовать указанным в табл. 31. Размеры фасок посадочного отверстия и вала (рис, 26), мм: /J/77/я.. ЗОЪах Чппотняетя среда Зласшииньш элемент RQ,2max 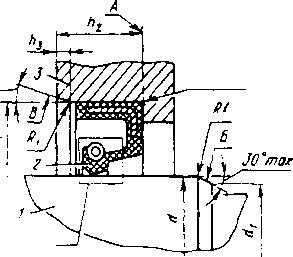 Рис. 26 d.......... До 10 10-20 21-30 32-40 d-dy.... 1,5 2,0 2,5 3,0 Высота посадочного отверстия (рис. 26), мм: Высота манжеты Л......................................... hi (пред. откл. по Ы4)................................... Лз (пред. откл. по Ы4) .................................. 3. Манжету устанавливакгг в посадочное отверстие перпендикулярно к оси вала. В собранном узле эластичный элемент манжеты не должен соприкасаться с деталями корпуса, Rff,5 42-50 3,5 52-70 4,0 71-95 4.5 100-130 5.5 130-240 7,0 Упорное Уплотняемая среда 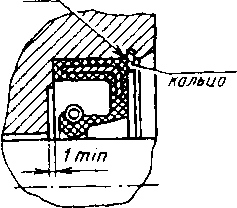 Чплотняемая среда 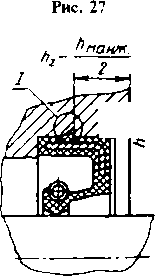 /yyi (стопорная уу npomofra)
а также выступами или углублениями на валу (рис. 27). 4. Для исключения осевого перемещения манжеты от различных вибрационных нафу-зок следует предусмотреть в посадочном отверстии упорное кольцо по ГОСТ 13943-86 (рис. 27) или кольцевую проточку в виде прямоугольного треугольника, острие которого направлено в сторону запрессовки манжеты (рис. 28). В зависимости от наружного диаметра манжеты глубина кольцевой п роточки Л4 должна быть равна: 0,5 мм - для диаметра до 150 мм; 0,7 мм - для диаметра свыше 150 до 170 мм. 5. При установке манжеты рядом с коническим подшипником в отверстии под подшипник необходимо предусмотреть канавки для отвода масла, которое нагнетается подшипником (рис. 29). Нонадко  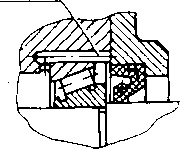 Уплотняемая сре&а 6. При запыленности и загрязненности внешней среды перед манжетой необходимо устанавливать дополнительные зашитные устройства: пылегрязесъемные манжеты, сатьни-ковые набивки, лабиринтные уплотнения, отражатели и т. п. 7 При работе манжет до.тжна быть обеспечена смазка трушихся поверхностей предварительным смазыванием (см. п. 8) и постоянным контактированием с уплотняемой средой. Температура в зоне контакта не должна превышать температуру уплотняемой среды более че.м на 30 %. 8. Перед установкой в изделия рабочие поверхности манжет А i\ Б (рис. 30), пру-жины (если они надеваются на манжеты непосредственно перед установкой манжет в узел) поверхности вала и посадочного отверстия, сопряженные с манжетами, протирают безворсовым тампоном, смоченным в бензине или уайт-спирите по ГОСТ 3134-78 для удазения загрязнений, после чего высушивают при ко.мнатной температуре до испарения бензина и смазывают монтажной смазкой или уплот-няе\юй средой. При монтаже манжет из резины груттп 1, 2, 3 следует применять жировую смазку. При монтаже манжет из резин 4 группы применяют смазку ЦИЛТИМ-221 по ГОСТ 9433-80 или ВНИИ НП-279 по ГОСТ 14296-78. Перед установкой манжет с пыльником (рис, 31) полость между рабочей кромкой и пыльником следует заполнить монтажной смазкой в количестве, необходимом для заполнения 2/3 объема. Консервирчтошую смазку, нанесенную на пружину на заводе-изготовителе, при комплектации .манжет удалять не следует. 9. Перепрессовка манжет (выпрессовка из посадочного отверстия и повторная запрессовка зтой же манжеты) не допускается. Допускается пятикратная переборка уплотни-тельного узла (монтаж и демонтаж уплотняемого вата и втулки) без выпрессовки манжет из отверстия. В процессе эксплуатации переборка уплотнительного узда не допускается (рис, 26-31). Рекомендации по монтаж> и эксплуатации манжет. 1. Запрессовывать манжету в посадочное отверстие следует с помощью специ-азьной оправки равно.мерным нажатием по всей торцовой поверхности (рис. 32). Диаметр оправки D2 должен быть на I меньше диаметра посадочного отверстия под манжету /), Уплотнядтя среда 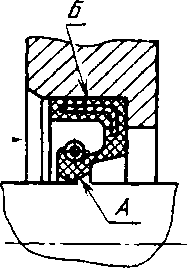 Рнс. 30 Уплотняемая среда Полость, заполняемая смазкаи 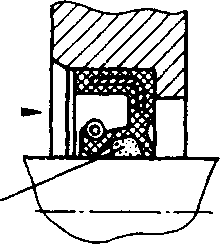 Рис. 31 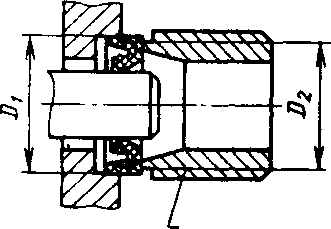 Оправка Рнс. 32 2. Если манжета при запрессовке должна перемешаться через ulihhbi, пазы, резьбу и т.д. или не представляется воз.можным выполнить заходную фаску на валу, рекомендуется применять монтажную втулку (рис. 33). Наружный диаметр монтажной втулки должен быть на 1.5-5 .мм больше диаметра ваза (в зависимости от размеров манжеты). При этом толшина стенки втулки не должна быть MLMHHue 0.5 мм. |